 2020-06-29
2020-06-29 251
251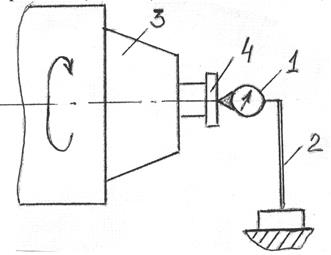
Рис.2.4. Схема проверки по пункту 2.4.4(пояснения в тексте).
Для измерения используют оправку (4) (рис.2.1 д), устанавливаемую в отверстие переднего шпинделя (3). Индикатор (1) (укреплённый на штативе
2) устанавливают на неподвижной части станка. Измерительный штифт должен касаться центра торца оправки.
Измерения проводят, поворачивая шпиндель в рабочем направлении не менее чем на два оборота. Биение определяется как алгебраическая разность максимальных и минимальных показаний индикатора.
Норма геометрической точности составляет 0,01 мм.
Проверка радиального биения конического отверстия шпинделя (схема рис.2.5).
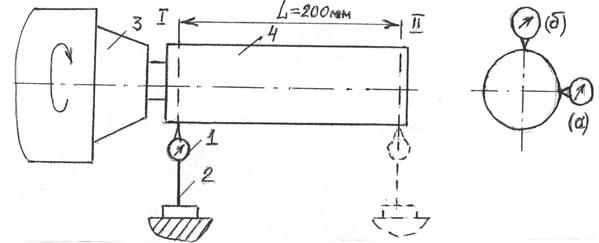
Рис.2.5. Схема проверки по пункту 2.4.5(пояснения в тексте).
В отверстие шпинделя (3) передней бабки устанавливается консольная цилиндрическая оправка (4) с наружным конусом Морзе (рис.2.1. е). Индикатор (1), укреплённый на штативе (2) устанавливают на неподвижной части станка таким образом, чтобы его измерительный штифт касался образующей оправки (поз. I у торца шпинделя) и был направлен перпендикулярно к её оси.
Поворачивают шпиндель рукой в рабочем направлении и измеряют радиальное биение как алгебраическую разницу максимального и минимального показания индикатора. Повторяют измерение в поз. II. Замеры проводят в горизонтальной (а) и вертикальной (б) плоскости. Результаты сравнивают с допустимыми (0,01 мм в поз. I; 0,015 мм в поз. II) [4].








