 2020-06-30
2020-06-30 430
430
Напыление является одним из способов нанесения металлических покрытий на изношенныеповерхности восстанавливаемых деталей.
Сущность процесса состоит в напылении предварительно расплавленного металла на специально подготовленную поверхность детали струёй сжатого газа (воздуха). Мелкие частицы расплавленного металла достигают поверхности металла в пластическом состоянии, имея большую скорость полёта. Соединение металлических частичек с поверхностью детали и между собой носит в основном механический характер и только в отдельных точках имеет место их сваривания.
Достоинства:
- небольшой нагрев деталей (120 – 180о С);
- высокая производительность процесса;
- высокая износостойкость покрытия;
- простота технологического процесса и применяемого оборудования;
- возможность нанесения покрытий толщиной 0,1-10 мм и более из любых металлов и сплавов.
Недостатки:
- пониженная механическая прочность покрытия;
- сравнительно невысокая прочность сцепления покрытия с поверхностью детали.
В зависимости от вида тепловой энергии, используемой в аппаратах для напыления, различают следующие способы напыления:
- газопламенное;
- электродуговое;
- высокочастотное;
- детонационное;
- ионно-плазменное;
- плазменное.
Газопламенное осуществляется при помощи специальных аппаратов, в которых плавление напыляемого металла производится ацетилено-кислородным пламенем, а его распыление - струёй сжатого воздуха (рисунок 2).
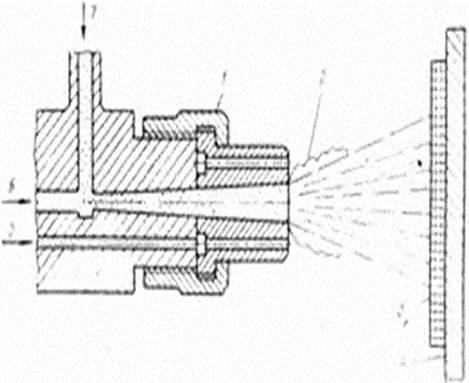
1-сопло; 2-факел газового пламени; 3-напылённое покрытие; 4-напыляемая поверхность; 5-канал подвода кислорода и горючего газа; 6-транспортирующий газ; 7-напыляемый порошок.
Рисунок 2 - Распылительная головка газопламенного порошкового аппарата для напыления
Электродуговое напыление производится аппаратами, в которых распыление металла осуществляется электрической дугой, горящей между двумя проволоками, а распыление - струёй сжатого воздуха (рисунок 3).
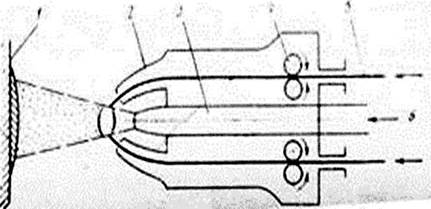
1-напыляемая поверхность; 2-направляющие наконечники; 3-воздушное сопло; 4-подающие ролики; 5-проволока; 6-сжатый газ








