 2020-06-29
2020-06-29 1379
1379Уход и надзор за подшипниками качения
Эффективная эксплуатация подшипников качения предполагает соблюдение определенных правил по уходу, надзору, технической диагностике и ревизии подшипниковых узлов.
В работе любого механического оборудования подшипники качения играют особую роль, обеспечивая вращение валов и передачу силовых воздействий на корпусные детали оборудования и далее на фундамент. Состояние подшипников во многом определяет техническое состояние оборудования. С момента появления первых машин и по сегодняшний день перед механиками стоит задача обеспечения длительного срока их службы. Появление новых машин и технологий ремонта не могут заменить правильной организации ухода и надзора за состоянием подшипниковых узлов механизмов и машин. Опыт работы с механическим оборудованием постоянно пополняется и обогащается, однако и часто забывается в стремлении найти новое в известных решениях.
Далее обобщены основные положения технического обслуживания подшипниковых узлов на основании известных подходов и рекомендаций правил технической эксплуатации механического оборудования, предполагая, что правильная эксплуатация подшипников является главным фактором для увеличения срока службы оборудования. Рассмотрены также и основные методы технического диагностирования подшипников качения.
Обслуживание подшипниковых узлов
Основой длительной работы оборудования является постоянная работа по проведению его осмотров: ежесменная, проводимая эксплуатационным персоналом; ежедневная, проводимая дежурным персоналом; еженедельная, проводимая мастером по ремонту оборудования данного участка; ежемесячная, проводимая механиком машины; ежеквартальная, проводимая заместителем начальника цеха по оборудованию; годовая, проводимая главным механиком промышленного предприятия.
При приемке смены обязательному осмотру подлежат: подшипники качения, в работе которых обнаружены неисправности в предыдущей смене; подшипники ответственных механизмов и машин.
Для надежной работы подшипниковых узлов необходимо систематически следить за своевременным добавлением смазочного материала в подшипники или его заменой согласно графика регламентных работ.
Правильная эксплуатация подшипников качения гарантирует их надежную работу. Во время эксплуатации подшипниковые узлы должны систематически подвергаться контролю и ревизии в соответствии с установленными сроками.
Контроль состояния подшипниковых узлов
При уходе и надзоре за узлами с подшипниками качения следует: проверять температуру нагрева подшипников, выявлять и устранять причины, вызывающие чрезмерный нагрев; следить за наличием и состоянием смазочного материала, обеспечивать своевременную подачу смазки, назначенного сорта в соответствии с принятым режимом смазывания; следить за характером шума, производимого работающими подшипниками; проверять состояние уплотняющих устройств и принимать меры для предохранения подшипников качения от попадания в них пыли, окалины и пр.
Температура подшипников качения, работающих в нормальных условиях, не должна превышать 50…60 °С.
Нагрев подшипников сверх допустимых пределов может быть вызван одной из следующих причин: применением некачественной, затвердевшей смазки; загрязнением подшипника пылью или другими твердыми механическими частицами; отсутствием смазочного материала или чрезмерным заполнением им корпуса подшипника (в быстроходных подшипниках качения); трением вращающихся деталей подшипникового узла о неподвижные детали (например, вала о войлочное уплотнение); неправильной сборкой узла (отсутствие нужных зазоров, чрезмерное искривление или перекос вала, слишком тугая посадка подшипников, вызывающая защемление тел качения).
Правильно собранный подшипник качения должен иметь легкий ход, без заедания, при незначительном ровном шуме. Глухой прерывистый шум указывает на загрязнение подшипника, звенящий металлический – на отсутствие смазки, скрежет и резкое частое постукивание свидетельствуют о разрушении сепаратора или тел качения.
При смазке подшипников качения централизованными системами смазки следует не менее одного раза в смену проверять работу дозирующих питателей. Ход поршней питателей должен быть отрегулирован с таким расчетом, чтобы подаваемая порция смазки не превышала потребности каждого из смазываемых подшипников.
При эксплуатации подшипниковых узлов следует внимательно следить за состоянием уплотняющих устройств. Неисправности, связанные с нарушением пыленепроницаемости и возникновением утечек через уплотнения, должны быть немедленно устранены.
Ревизию подшипников качения общего назначения необходимо проводить не реже одного раза в 1…1,5 года, а крупногабаритных подшипников ответственных машин и механизмов – не реже одного раза в 2 месяца (в зависимости от конструктивных особенностей и условий работы). При насыщенности окружающего пространства пылью и влагой ревизию подшипников следует проводить один раз в 3 месяца. При ревизии подшипников качения необходимо проверить состояние и качество поверхности беговых дорожек, тел качения и сепараторов (там, где это допускает конструкция подшипников); проверить значение радиального и осевого зазоров , плотность посадки колец подшипника; осмотреть состояние уплотнительных устройств.
Подшипники качения подлежат замене при наличии одного из следующих повреждений или видов неисправностей:
· отслаивание или оспины усталостного выкрашивания на дорожках и телах качения;
· коррозионные раковины на дорожках и телах качения;
· трещины и сколы бортов колец;
· трещины колец и тел качения;
· трещины, излом и забоины сепаратора;
· рифление, выработка и задиры на рабочих поверхностях колец и тел качения;
· износ и обрыв заклепок сепаратора;
· вмятины, поверхностная коррозия и цвета побежалости на рабочих поверхностях подшипника;
· увеличенный радиальный зазор (вследствие износа) в подшипниках ответственных машин свыше 0,5 мм, в менее ответственных (транспортерах, рольгангах, блоках и др.) – более 0,8…1 мм.
Бывшие в употреблении подшипники качения общего назначения допускаются к повторной установке, если радиальный зазор не превышает 0,2 мм.
При частой сборке и разборке узлов с подшипниками качения посадочные места перед сборкой необходимо смазывать графитной смазкой либо смесью минерального масла с мелкочешуйчатым серебристым графитом.
В подшипниках качения, устанавливаемых враспор, следует предусмотреть осевой зазор для компенсации теплового удлинения вала (0,12 мм на 1 м длины на каждые 10 °С) и ошибок в размерах из‑за неточного изготовления и сборки сопряженных деталей (0,1 мм). Для регулирования зазора необходим комплект прокладок (латунных или стальных) различной толщины (0,05…0,5 мм) для установки между корпусом и торцом крышки. Регулировка двух‑ и четырехрядных конических роликоподшипников проводится шлифовкой дистанционных колец.
При обнаружении на поверхности шеек валов задиров, рисок или других повреждений, поврежденные места следует зашлифовать мелким наждачным полотном и отполировать.
Войлочные уплотнительные кольца изготавливаются из плотного длинноволокнистого войлока. Перед установкой в подшипниковые гнезда войлочные и фетровые кольца необходимо пропитывать расплавленной пластичной смазкой в течение 30…40 мин. При каждой ревизии подшипниковых узлов войлочные и фетровые уплотнительные кольца следует очистить от грязи, промыть в керосине, высушить и заново пропитать расплавленной смазкой. Обуглившиеся фетровые, кожаные и войлочные кольца подлежат замене.
Также необходимо проводить выверку взаимного положения валов при ревизии узлов с подшипниками качения.
Основные причины и виды отказов подшипников качения – осповидный, окислительный и абразивный износ, поломки сепаратора, тел качения, внешнего и внутреннего колец, ошибки сборки – выявляются путем осмотра и прослушивания шумов, а также измерением параметров вибрации подшипников.
Осмотром при ревизии подшипниковых узлов выявляется наличие трещин, усталостных разрушений, забоин, вмятин, коррозии и износа. Осматриваются внешние поверхности деталей подшипника без проворачивания колец. Также осматривается состояние поверхностей дорожек качения и тел качения неразборных подшипников (с проворачиванием колец).
В подшипниках с массивным сепаратором необходимо осматривать центрирующие поверхности сепараторов. Разборные подшипники следует осматривать в разобранном виде. При обнаружении на одной детали признаков усталостного выкрашивания материала бракуется весь подшипник.
В подшипниках с цилиндрическими роликами следует обратить особое внимание на состояние поверхностей дорожек качения и бортов. При осмотре бортов колец подшипников особое внимание уделяется кольцевым выточкам, где могут возникать трещины.
При клепаном сепараторе состояние поверхности качения внешнего кольца, закрытого роликами и сепаратором, можно оценить по состоянию роликов и внутреннего кольца подшипника. Если на дорожке качения внешнего кольца есть раковины, то на роликах и дорожке качения внутреннего кольца будут также резко выраженные вмятины. Эти повреждения можно обнаружить и по ненормальному шуму (стуку) в подшипнике при проворачивании сепаратора с роликами относительно внешнего (закрытого) кольца. У сепаратора необходимо проверить нет ли трещин в местах сопряжения перемычек с основанием, недопустимых износов, ослабевших или оборванных заклепок. Осмотр роликов выполняется путем проворачивания каждого из них.
Для осмотра сферических подшипников внутреннее кольцо с сепаратором и роликами необходимо повернуть по отношению к внешнему кольцу на 45…90°. У сепараторов следует осмотреть места перехода перемычек в тело с целью выявления трещин. При осмотре необходимо обратить внимание на износ и деформацию сепаратора. При наличии повреждений ролики могут набегать на внешние (нерабочие) борта внутреннего кольца.
В шариковых подшипниках нужно тщательно проверить нет ли на кольцах выкрашиваний и трещин. При клепаных сепараторах необходимо проверить нет ли в них ослабевших или оборванных заклепок. Цвета побежалости осматриваются невооруженным глазом.
Подшипник с любыми выявленными трещинами на его деталях (независимо от размеров) бракуются.
Коррозионные разрушения всегда начинаются с поверхности металла. Коррозия на деталях подшипников бывает двух видов – сплошная и местная. Сплошная коррозия покрывает ровным слоем поверхность деталей, изменяет шероховатость, не образует местных глубоких разъеданий и поэтому является наименее опасным видом коррозионных повреждений. После зачистки такого участка деталь подшипника пригодна к дальнейшей эксплуатации. Местная коррозия наблюдается в виде пятен, глубина которых может быть различной – от незначительного точечного углубления до язвин. На посадочных и торцевых поверхностях подшипника коррозию устраняют мелкозернистым наждачным полотном, смоченным минеральным маслом.
Цвета побежалости образуются на деталях подшипников вследствие их перегрева. Они представляют собой окисную пленку, образующуюся при однократном или многократном нагревании подшипника до температуры выше 200 °С. В зависимости от температуры пленка имеет различные оттенки. Цвета побежалости (рис. 1) образуются из‑за перегрева трущихся деталей при их работе с заеданием и при недостаточной смазке. Наличие цветов побежалости показывает, что подшипник работал при температурах выше температуры отпуска стальных деталей. Подшипник с цветами побежалости бракуется.
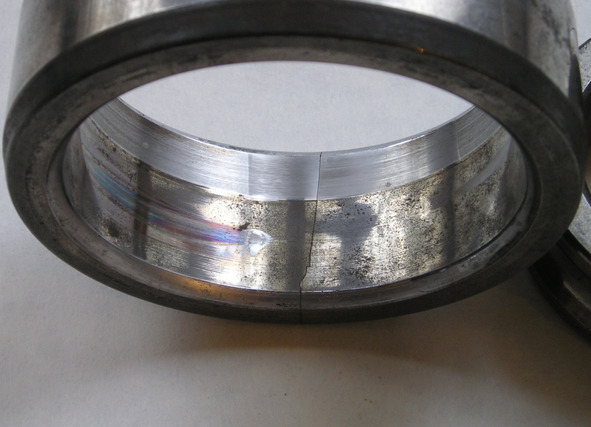
Рис. 1. Цвета побежалости на посадочной поверхности внутреннего кольца подшипника при схватывании и провороте
Износ змейковых сепараторов может привести к их динамической неуравновешенности, что вызывает перегрузку и разрушение сепараторов подшипников качения. Зазор между змейковым сепаратором и кольцом ограничивается минимальным значением, указываемым в технических условиях. Этот зазор проверяют щупом. Если сепаратор касается одного из колец, подшипник следует браковать.
Случаи разрушения подшипников вследствие возникновения продольных рисок и задиров наблюдаются крайне редко. Обычно на кольцах подшипников допускаются отдельные продольные риски глубиной до 0,5 мм. Подшипники с глубиной рисок свыше 0,5 мм также следует браковать.
Усталостное выкрашивание материала на дорожках и телах качения подшипников не должны допускаться. Следы качения на дорожках качения колец, соответствующие окислительному износу, в виде матовых или коричневых полос без выработки также не допускаются. Подшипники с темно‑синими полосами, образующимися в результате перегрузки бракуются.

