 2020-08-05
2020-08-05 1441
1441В реальных установках ток может меняться довольно быстро. Вследствие тепловой инерции дугового столба изменение сопротивления дуги отстает от изменения тока.
Зависимость напряжения на дуге от тока при быстром его изменении называется динамической вольт-амперной характеристикой.
При возрастании тока динамическая характеристика идет выше статической (кривая В на рис. 1.4), так как при быстром росте тока сопротивление дуги падает медленнее, чем растет ток. При уменьшении - ниже, поскольку в этом режиме сопротивление дуги меньше, чем при медленном изменении тока (кривая С на рис.1.4).
Рисунок 1.4. - Динамическая вольт-амперная характеристика
Динамическая характеристика в значительной степени определяется скоростью изменения тока в дуге. Если в цепь ввести очень большое сопротивление за время, бесконечно малое по сравнению с тепловой постоянной времени дуги, то в течение времени спада тока до нуля сопротивление дуги остается постоянным. В этом случае динамическая характеристика изобразится прямой проходящей из точки 2 в начало координат (прямая Д), т.е. дуга ведет себя как металлический проводник, так как напряжение на дуге пропорционально току.
Падение напряжения на дуговом промежутке:
Ud = Uз + EdId, (1.4)
где Uз = Uк + Uа - околоэлектродное падение напряжения, Ed - продольный градиент напряжения в дуге, Id - длина дуги.
Из формулы следует, что с увеличением длины дуги падение напряжения на дуге будет увеличиваться, и ВАХ будет располагаться выше.
Чем быстрее уменьшать ток, тем ниже будут лежать динамические ВАХ. Это объясняется тем, что при снижении тока такие параметры дуги, как сечение ствола, температура, не успевают быстро измениться и приобрести значения, соответствующие меньшему значению тока при установившемся режиме.
Тема 1.3. Характеристики и свойства источника питания
Система «источник-дуга». Статические характеристики источников. Внешняя ВАХ источника. Графическое представление ВАХ источника: пологопадающие, крутопадающие, жесткие. Динамические свойства источников. Сварочные свойства источников питания. Надежность зажигания дуги. Устойчивость и стабильность процесса сварки. Начальное зажигание дуги. Схема зажигания дуги высоковольтным разрядом. Осциляторы. Влияние длины дуги на устойчивость системы. Влияние колебаний напряжения сети. Настройка режимов сварки. Эффективность регулирования параметров режима. Принцип саморегулирования. Системы управления сварочными источниками: АРДС и АРНД. Управление переносом электродного металла. Управление формированием сварного шва. Оценка сварочных свойств источников. Параметры источников питания. Основные требования к источникам питания.
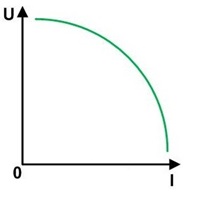
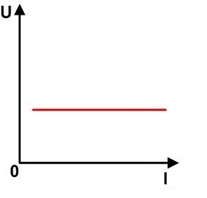
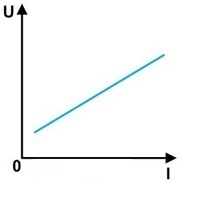
Источники питания сварочной дуги имеют также свои вольт-амперные характеристики, которые могут быть падающими (рис. 1.4,а), жесткими (рис. 1.4,б,) и возрастающими (рис. 1.4,в).
 а б в
а б в
Рисунок 1.4. - Вольт-амперные характеристики источников питания
Для стабильного горения дуги необходимо, чтобы было равенство между напряжениями и токами дуги (Uд, Iд) и источника питания (Uп, In).
Источники питания с падающей и жесткой характеристиками применяют при ручной дуговой сварке, с возрастающей характеристикой - при полуавтоматической сварке, с жесткой и возрастающей - при автоматической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в том случае, когда источник питания сварочной дуги поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
Работу сварочной цепи и дуги нужно рассматривать при наложении статической вольт-амперной характеристики (ВАХ) сварочной дуги на статическую вольт-амперную характеристику источника питания (называемую также внешней характеристикой источника питания).
Ручная электросварка обычно сопровождается значительными колебаниями длины дуги. При этом дуга должна гореть устойчиво, а ток дуги не должен сильно изменяться. Также часто требуется увеличить длину дуги, поэтому дуга должна иметь достаточный запас эластичности при удлинении, т. е. не обрываться.
Статическая характеристика сварочной дуги при ручной сварке обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания. При прочих равных условиях эластичность дуги тем выше, а отклонение тока дуги тем меньше, чем больше наклон внешней характеристики источника питания. Поэтому для ручной электросварки применяются источники питания с падающими внешними характеристиками. Это дает возможность сварщику удлинять дугу, не опасаясь ее обрыва, или уменьшать длину дуги без чрезмерного увеличения тока. Также обеспечиваются высокая устойчивость горения дуги и ее эластичность, стабильный режим сварки, надежное первоначальное и повторное зажигание дуги благодаря повышенному напряжению холостого хода, ограниченный ток короткого замыкания.
Ограничение этого тока имеет большое значение, так как при ручной дуговой сварке происходит переход капли расплавленного металла электрода на изделие, и при этом возможно короткое замыкание.
При больших значениях тока короткого замыкания происходят прожоги металла, прилипание электрода, осыпание покрытия электрода и разбрызгивание расплавленного металла. Обычно значение тока короткого замыкания больше тока дуги в 1,2-1,5 раз.
Основными данными технических характеристик источников питания сварочной дуги являются напряжение холостого хода, номинальный сварочный ток, пределы регулирования сварочного тока.
Напряжение холостого хода источника сварочного тока - напряжение на его зажимах при отсутствии дуги, номинальный сварочный ток - допустимый по условиям нагрева источника питания ток при номинальном напряжении на дуге.
В процессе сварки непрерывно меняются значения тока и напряжения на дуге в зависимости от способа первоначального возбуждения дуги и при горении дуги - характера переноса электродного металла в сварочную ванну.
При сварке капли расплавленного металла замыкают дуговой промежуток, периодически изменяя силу тока и длину дуги, происходит переход от холостого хода к короткому замыканию, затем к горению дуги с образованием капли расплавленного металла, которая вновь замыкает дуговой промежуток. При этом ток возрастает до величины тока короткого замыкания, что приводит к сжатию и перегоранию мостика между каплей и электродом. Напряжение возрастает, дуга вновь возбуждается, и процесс периодически повторяется.
Изменения тока и напряжения на дуге происходят в доли секунды, поэтому источник питания сварочной дуги должен обладать высокими динамическими свойствами, т. е. быстро реагировать на все изменения в дуге.
В реальном аппарате после размыкания контактов расстояние между ними меняется и дуга имеет переменную длину. В этом случае процесс отключения можно представить следующим образом.
Разобьем путь, который проходит контакт, на участки и нанесем статические вольт-амперные характеристики, соответствующие концу каждого участка (рис. 1.5). Если индуктивность цепи мала, то по мере увеличения длины дуги ток будет быстро принимать значения, соответствующие точке пересечения статических характеристик с прямой U-iR. В точке 0 ток достигнет критического значения. При дальнейшем увеличении длины дуги наступят условия для гашения.
Длина дуги, при которой статическая характеристика касается прямой U-iR, называется критической длиной дуги. После точки 0 ток быстро уменьшается до нуля, дута гаснет.
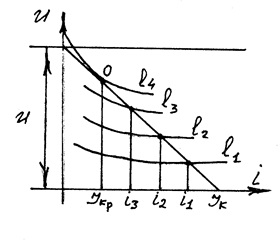
Рисунок 1.5. - Динамическая вольт-амперная характеристика с участками
В цепи с большой индуктивностью спадание тока из-за большой величины индуктивности замедляется; вольт-амперная характеристика дуги сразу же после расхождения контактов поднимается выше прямой U-iR. В момент гашения дуги возможны большие перенапряжения.
При отключении активной нагрузки гашение происходит быстро, никаких перенапряжений не происходит.








