2020-08-05
2020-08-05 158
158Разработано несколько технологических приемов для улучшения характера переноса. В тех случаях, когда нельзя увеличивать ток выше I кр, можно обеспечить спокойный перенос крупных капель, переходя к обратной полярности дуги для уменьшения силы реактивного давления паров, используя электроды с основным или рутиловым покрытием. Другая группа приемов обеспечивает снижение I кр с тем, чтобы перенос имел струйный характер. С этой целью на поверхность электрода наносят вещества для снижения сил поверхностного натяжения и используют аргон и его смеси вместо активных газов, таких, как углекислый газ. Наконец, измельчению капель способствуют импульсные магнитные и механические воздействия, например, вибрация электрода. Ниже рассмотрены электротехнические приемы воздействия на перенос благодаря программному управлению силой сварочного тока.
Импульсно-дуговая сварка плавящимся электродом в аргоне выполняется при подаче мощных пиковых импульсов тока (рисунок. 1.23, б). В результате резкого возрастания электродинамической силы происходит сбрасывание капли с диаметром d к, существенно меньшим диаметра электрода d э. Ток импульса I и для надежного сбрасывания капли должен превышать критический ток I кр. Базовый ток I б назначается в зависимости от толщины свариваемого металла и положения шва в пространстве. Частоту подачи импульсов f и — величину, обратную периоду их следования Т (f и=1/ Т) подбирают так, чтобы каждым импульсом сбрасывать одну каплю.
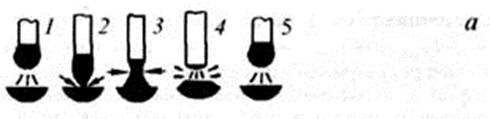
Управление переносом при наличии технологических коротких замыканий каплями на ванну, которые наблюдаются при сварке покрытыми электродами и механизированной сварке в углекислом газе, наталкивается на серьезные технические трудности. В этом случае процесс плавления электрода имеет не столь регулярный характер, а капля, как правило, не соосна электроду, так что импульс тока может привести к выбрасыванию ее за пределы ванны (рис. 1.24). Некоторые приемы снижения разбрызгивания при сварке в углекислом газе (снижение U 0, увеличение L и и ρ и) ухудшают устойчивость процесса. Однако с появлением быстродействующих силовых транзисторов возникла возможность управления процессом переноса, оптимально удовлетворяющего как требованиям снижения разбрызгивания, так и обеспечения устойчивости (см. рисунок.1.24, г).