2020-08-05
2020-08-05 146
146
Рассмотрим последовательно все этапы такого процесса. В конце стадии дугового разряда предусмотрено снижение тока (пауза) до значения I п, при этом реактивное давление паров на каплю снижается, а сама капля приближается к ванне. В начале короткого замыкания в течение t кн=1-3 мс ток резко снижают путем уменьшения напряжения источника, что гарантирует слияние капли с ванной, затем напряжение источника восстанавливают, что приводит к нарастанию тока короткого замыкания в течение t к=5-10 мс и перетеканию капли в ванну.
В конце стадии короткого замыкания в течение t кк=1мс ток снова снижают, что обеспечивает разрыв перемычки между каплей и электродом без газодинамического удара. Вслед за этим напряжение источника восстанавливают или даже кратковременно повышают для надежного повторного зажигания дуги. В этом случае при сварке в углекислом газе удается существенно снизить разбрызгивание при высокой устойчивости процесса.
Некоторые характеристики качества сварного шва прямо или косвенно зависят от свойств источника: количественные — глубина провара, ширина шва, высота усиления; качественные характеристики — подрезы, включения, чешуйчатость.
При низких надежности зажигания и устойчивости процесса дуга горит с частыми и длительными перерывами, в результате образуется неровный шов с непроварами, перетяжками и включениями окислов и шлака. Например, при сварке электродами с фтористо-кальциевым покрытием обрыв дуги длительностью более 0,3 с уже приводит к образованию пор в шве. При устойчивом, но нестабильном процессе дефекты формы не столь значительны, но все же заметны. Они обнаруживаются при отклонении тока и напряжения длительностью более 1 с. Приемы повышения устойчивости и стабильности режимов сварки рассмотрены выше, поэтому в данном разделе подробно рассматривается как раз противоположная проблема - программного изменения параметров режима с целью управления размерами шва.
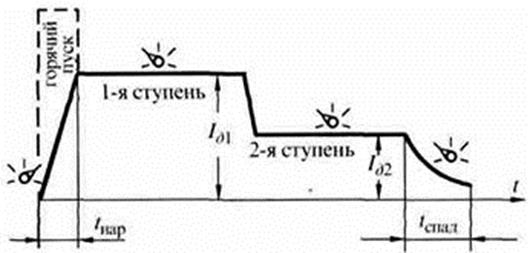
Программное управление отдельными стадиями процесса сварки (рисунок 1.24) предполагает задание длительности нарастания тока t нар в начале и длительности спада t спад в конце сварки. Плавное нарастание тока в начале бывает полезно при механизированной сварке тонкого металла, чтобы предотвратить начальный прожог. Плавное снижение тока в конце сварки используется особенно широко с целью постепенного заполнения кратера шва при механизированной сварке неплавящимся электродом.