 2020-08-05
2020-08-05 231
231Управление переносом электродного металла
Механизм переноса электродного металла показан на рисунок. 1.23, а. Капля расплавленного металла на электроде находится под действием нескольких сил. Сила тяжести F т направлена вниз, она зависит от диаметра капли d к. Сила реактивного давления F p паров испаряющегося металла отбрасывает каплю от ванны. Сила поверхностного натяжения F п стремится уменьшить поверхность капли и поэтому препятствует ее отделению. Электродинамическая сила F э вызвана искривлением линий тока и пропорциональна квадрату силы тока, ее радиальная составляющая F эp стремится пережать шейку капли, а осевая составляющая F эо отбрасывает каплю к детали.
Проанализируем зависимость характера переноса без коротких замыканий от силы тока при сварке плавящимся электродом. При малом токе электродинамическая сила F э невелика и капля переносится под действием силы тяжести F т при достижении достаточно большого размера d к. Такой крупнокапельный перенос, как правило, имеет нерегулярный характер, отрицательно влияет на устойчивость процесса сварки, приводит к плохому формированию шва. При увеличении тока возрастает влияние электродинамической силы на перенос, что приводит к более раннему отрыву капли и, следовательно, снижению размеров капли (d к<. d э). Если ток увеличить значительно, то активное пятно дуги охватывает не только торец, но и боковую поверхность электрода, которая также оплавляется. В результате конец электрода приобретает форму конуса, с вершины которого жидкий металл стекает мелкими частицами (d к<0,5 d э), образующими непрерывную струю. При мелкокапельном и струйном процессе перенос становится направленным вдоль оси электрода в сторону детали, разбрызгивание уменьшается, а формирование шва улучшается, особенно в вертикальном и потолочном положении. Ток, характеризующий переход к струйному переносу, назван критическим I кр.
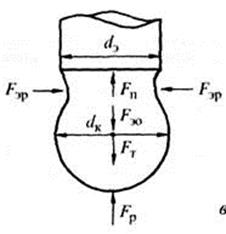

а б
а – силы, действующие на каплю электродного металла; б – осциллограмма тока при импульсно-дуговой сварке








