 2020-08-05
2020-08-05 249
249Разновидности аппаратов
Выпрямители для сварки имеют несколько разновидностей по типу подключения диодов и параметрам входящего напряжения. Их можно разделить на:
· однофазные (с однополупериодной конструкцией, полумостовой и полномостовой);
· двухфазные (с последовательным и параллельным подключением мостов);
· трехфазные (с количеством от 6 до 12 диодов в параллельных и последовательных схемах).
Из часто встречающихся на производстве выпрямителей применяют трехфазные модели, позволяющие работать с металлами разной толщины, и выполнять не только сварку, но и резку материалов. Встречаются и многопостовые аппараты, дающие возможность подсоединять к ним до шести электрододержателей одновременно. Чтобы обеспечить индивидуальные условия для каждого рабочего, в схему включают защиту от индукции и балластный реостат, для регулировки тока на месте.
В быту выпрямители применяются в составе сварочных инверторов. В этих аппаратах понижающий трансформатор изменяет силу тока, после чего выпрямляющий блок производит постоянное напряжение. Далее оно преобразуется обратно в переменное, но с очень высокой частотой. И хотя сварка такими устройствами выполняется на переменном токе, благодаря его модернизации, получаются качественные и ровные швы. Инверторы отличаются компактностью и легкостью.
Обслуживание и ремонт
Чтобы выпрямитель для сварки хорошо работал, требуется проводить грамотное обслуживание аппарата и своевременный ремонт. В первое, включается проверка всех токопроводящих частей на сохранность изоляции, надежность крепления клемм, и удаление пыли с внутренних элементов. Перед введением в эксплуатацию аппарат должен быть заземлен. Винт для регулировки хода вторичной обмотки требуется периодически смазывать. Запрещается работать с выпрямителем без защитного кожуха.
Из самых частых поломок встречается перегрев и сильный гул аппарата. Если наблюдаются такие симптомы, то это может означать:
· крыльчатка вентилятора не соответствует требуемой величине и ее необходимо заменить;
· заклинил вал вентилятора охлаждения;
· замкнула первичная обмотка трансформатора, которую следует перемотать;
· нарушена изоляция листов сердечника или его шпилек.
Среди других распространенных поломок выпрямителя требующих ремонта - понижение выходного напряжения. Это могло произойти из-за замыкания или обрыва во вторичной обмотке. Если магнитный пускатель включается на одну секунду и отключается, то причина кроется в неработающем диоде, или замыкании тока на кожух аппарата.
Выпрямитель позволяет производить сварочные работы с получением более качественных швов на различных металлах. Благодаря преобразованию тока от трансформатора в постоянное напряжение, возможна сварка и резка устойчивой дугой, и экономией расходных материалов.
Выводы по разделу:
Устройства с постоянным током большой силы позволяют проводить сварочные работы покрытыми электродами на многих видах стали. В зависимости от возможностей регулировки, некоторые агрегаты способны сваривать металлы до 50 мм толщины (с разделкой кромок). При обратной регулировке выпрямителя, сварщик способен выполнять соединения на тонких изделиях с толщиной стенки 1 мм.
Сварочное устройство способно плавить как кромки основного металла, так и стержни электродов. Диаметр последних бывает от 2 до 6 мм. Кроме покрытых электродов выпрямители могут работать с присадочной проволокой, подающейся с катушки. Для этого их активно внедряют в полуавтоматы.
Преобразователи сварочного тока используются и для сварки неплавящимися электродами (вольфрамовыми, угольными). В этом случае сварочную ванну защищают инертными газами, подающимися в горелку через кабель-канал. Так, используя сварочный выпрямитель, можно сваривать чугун, нержавейку, и малоуглеродистую сталь.
Кроме сварки, агрегаты применяются для разрезания металлов электрической дугой. Данное действие возможно благодаря увеличению силы тока, которая прожигает сталь, не позволяя краям отверстия сходиться вновь. В отличие от трансформаторов, преобразователи с постоянным током позволяют экономить электроды при одинаковом объеме работ.
Тема 3.2. Устройства параметрических выпрямителей
Выпрямители с секционированными обмотками. Выпрямители с дросселем насыщения. Выпрямители с увеличенным рассеянием. Выпрямители с подпиткой.
Выпрямитель, управляемый трансформатором с секционированными обмотками
Такой простейший выпрямитель предназначен для механизированной сварки в углекислом газе и, следовательно, должен иметь жесткую (пологопадающую) внешнюю характеристику. Он состоит из понижающего трехфазного трансформатора T с нормальным рассеянием, переключателя ступеней S, силового выпрямительного блока V на неуправляемых вентилях и сглаживающего дросселя L. Выпрямительный блок обычно собирается по трехфазной мостовой схеме, однако находит применение и шестифазная. Линейный дроссель L включают для уменьшения разбрызгивания при сварке.
Регулирование напряжения холостого хода и рабочего напряжения осуществляется благодаря секционированию первичной и вторичной обмоток трансформатора.
К недостаткам такого выпрямителя относят отсутствие стабилизации выпрямленного напряжения и перерасход обмоточных материалов, т.к. на высших ступенях регулирования часть витков первичной обмотки не используется. Главные его достоинства — простота и надежность.
Выпрямители с дросселем насыщения
Дроссель насыщения применяется в конструкциях выпрямителей, формирующих как падающие, так и жесткие характеристики.
Типичным представителем выпрямителей с дросселем насыщения и крутопадающими внешними характеристиками является сварочный выпрямитель ВД-502.

Рисунок 3.2. - Функциональная блок-схема сварочного выпрямителя ВД-502
В нем используются силовой трехфазный трансформатор с нормальным магнитным рассеянием, несимметричный дроссель насыщения, выполненный на трех отдельных сердечниках с одной обмоткой управления, и выпрямительный блок с трехфазной мостовой схемой. Режим работы выпрямителя настраивается за счет изменения индуктивности дросселя насыщения.
Типичный представитель выпрямителей с дросселем насыщения и жесткими внешними характеристиками – сварочный выпрямитель ВДГ-302 (рис.3.3.).
В нем применяется плавно-ступенчатое регулирование вольт-амперных характеристик (рис. 3.4). Ступенчатое регулирование осуществляется за счет изменения коэффициента трансформации силового трехфазного трансформатора с нормальным магнитным рассеянием. С помощью пакетно-кулачкового переключателя первичные обмотки трансформатора устанавливаются на три рабочих положения.

Рисунок 3.3. Функциональная блок-схема сварочного выпрямителя ВДГ-302
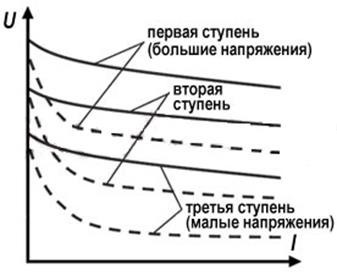
Рисунок 3.4. Регулирование вольт-амперных характеристик в сварочном выпрямителе ВДГ-302
Плавное регулирование в пределах каждой ступени выполняется трехфазным симметричным дросселем насыщения, выполненным на шести попарно объединенных ленточных сердечниках. Первая ступень регулирования напряжения соответствует соединению фаз первичной обмотки «треугольником» с применением отводов, вторая ступень регулирования – соединению фаз обмоток «треугольником» без отводов, третья ступень регулирования – соединению фаз обмоток с применением отводов «звездой».
Выпрямительный блок имеет трехфазную мостовую схему с неуправляемыми вентилями.
Обмотка управления дросселя насыщения питается через стабилизатор и выпрямительный блок 1. Обмотка смещения дросселя насыщения питается от вторичных обмоток трансформатора через выпрямительный блок 2.








