2020-08-05
2020-08-05 159
159К тугоплавким припоям относятся припои с температурой плавления выше 400-500°С.
В таблице 2. для примера представлены две группы таких припоев; 1) припои на медной основе; 2) серебряные припои.
Припои медно-цинковые вследствие хрупкости не могут применяться для спаивания деталей, подверженных ударным нагрузкам или вибрации. Эти припои применяют при "тонкой" пайке, когда требуется соединить детали, несущие лишь статическую нагрузку.
Для соединения стальных деталей наиболее доступными тугоплавкими припоями являются чистая медь и латуни Л62 и Л68 (табл. 3.). Соединения, паяные латунью, обладают более высокой по сравнению с паяной медью прочностью и пластичностью и могут подвергаться значительным деформациям. Перегрев латунных припоев вызывает испарение цинка, ухудшая механические свойства соединений.
Следует иметь ввиду, что пары цинка ядовиты! Припой на медной основе марки ЛОК (латунь оловянно-кремнистая) содержит небольшие присадки кремния и олова) уменьшающие испарение цинка и обеспечивающие более высокую плотность и герметичность.
Таблица 2.
Припои, свойства и назначение
| Наименование и марка | Интервал кристаллизации | Химический состав | Металлы, подвергаемые пайке | Назначение припоя (примеры применения) | ||||||||
| начало | конец | Ag | Cb | Sn | Zn | Sb, Pb и др. | примеси | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Тугоплавкие | Медно-цинковые | ПМЦ-36 | 825 | 800 | - | 36 | - | ост. | - | 0,6 | Латунь и другие медные сплавы с содержанием меди до 68%, а также тонкая пайка по бронзе | Для соединений, не подвергающихся ударам, вибрации и изгибу |
| ПМЦ-54 | 880 | 876 | - | 54 | - | ост. | - | 0,6 | Медь, томпак, бронза, сталь, нейзильбер | |||
| Серебряные | ПСр-70 | 775 | 730 | 70 | 26 | - | 4 | - | 0,5 | Медь, латунь, серебро | Для паяния деталей в случаях, когда места спая не должны резко уменьшать электропроводность | |
| Пср-65 | - | - | 65 | 20 | - | 15 | - | 0,5 | Сталь | Для паяния ленточных пил | ||
| ПСр-45 | 725 | 660 | 45 | 30 | - | 25 | - | 0,5 | Медь, латунь, стали хромистые и нержавеющие | Для паяния деталей в случаях, когда требуется прочность (при ударах, вибрациях), стойкость против коррозии, чистота спая | ||
| ПСр-25 | 775 | 745 | 25 | 40 | - | 35 | - | 0,5 | Сталь, медь и медные сплавы | |||
| ПСр-12М | 825 | 780 | 12 | 52 | - | 36 | - | 0,5 | Латунь с содержанием меди 50% | Для паяния деталей из латуни с высоким содержанием меди | ||
| Легкоплавкие | Оловянно-свинцовые | ПОС-90 | 222 | 183 | - | - | 90 | . | Sb 0,5 ост | 0,294 | Латунь, медь | Для паяния медной аппаратуры и пищевой посуды |
| ПОС-61 | 198 | 183 | - | - | 61 | - | Sb 0,8 ост | 0,314 | Латунь, медь | Для паяния ответственного назначения – металла с керамикой, выводных концов ротора с ламелями коллектора и т.п. | ||
| ПОС-40 | 235 | 183 | - | - | 40 | - | Sb 2 ост | 0,32 | Латунь, медь, малоуглеродистая сталь, никель, луженый в местах пайки | Паяние латуни, токопроводящих деталей, проводов, наконечников, лепестков и т.д. | ||
| ПОС-18 | 277 | 183 | - | - | 18 | - | Sb 2,5 ост | 0,424 | Сталь оцинкованная, свинец, медь и её сплавы | Для паяния деталей неответственного назначения, а также при ремонте оборудования | ||
Таблица 3.
Латунные припои.
| Марка припоя или латуни | Химический состав в % | Примесей не более, % | Температура плавления, ºС | ||||
| Cu | Sn | Si | Zn | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| ЛОК-59-1-03 ЛОК 62-06-04 Лат. Л 62 Лат. Л 68 | 58-60 60-68 61-63 67-70 | 0,7-1,1 0,5-0,7 | 0,2-0,4 0,3-0,4 | Ост. -//- | 0,1 0,1 0,1 0,03 | 0,15 0,2 0,2 0,1 | 985 905 905 938 |
В наиболее ответственных случаях для соединения деталей применяется серебряный припой ПСр-45. Этот припой ковок, вязок и жидкотекуч устойчив против коррозии, шов выдерживает удар и вибрацию. Припой ПСр-65 также обладает высокой прочностью и хорошей стойкостью при многократных перегибах и вибрациях, но дорог. Для менее ответственных соединений применяются более дешевые припои ПСр-25 или ПСрК-20-5. Припой ПСр-70 применяется преимущественно для спаивания токонесущих частей, когда место спая не должно резко уменьшать электропроводность. Все рассмотренные серебряные припои имеют температуру плавления не ниже 700 °С. Во многих случаях встречается необходимость в твердых припоях с температурой плавления 400-500°С. В таблице 5.4. приведены для примера три таких припоя.
Таблица 4.
Серебряные припои с температурой плавления менее 550 ºС
| Химический состав | Температура плавления, ºС | ||
| Ag | Cu | Sb | |
| 1 | 2 | 3 | 4 |
| 50 60 70 | 20 20 20 | 30 20 10 | 435 480 520 |
Однако, наряду с хорошей жидкотекучестью и высокой статической прочностью эти припои обладают низкой ударной вязкостью, что ограничивает их применение.
Припои могут быть изготовлены в виде прутков (проволоки), тонких листов (фольги) или гранул. Можно применять при паянии кольца или прокладки из фольги для более равномерного распределения припоя и более экономичного его использования. Размеры проволоки в зависимость от площади спая берутся обычно от 0,4 до 1,5 мм, а прокладки делаются из фольги толщиной 0,05-0,1 мм.
Виды паяния
По технологическому процессу пайку подразделяют на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку.
При капиллярной пайке (рис. 1,а) припой заполняет зазор между соединяемыми поверхностями и удерживается в нам за счет капиллярных сил. Такая пайка возможна, когда применяется соединение деталей с перекрытием.
Диффузионная пайка выполняется при длительной выдержке с целью упрочнения соединения за счет диффузии компонентов припоя и основного металла. Этот вид пайки характерен для металлов, образующих твердые растворы с припоем.
При контактно - реакционной пайке между соединяемыми металлами (или прослойкой другого металла) в результате контактного плавления образуется сплав, который заполняет зазор и при кристаллизации образует паяное соединение (рис. 5.1,6). Примером такой пайки могут служить соединения меди с серебром, стали или никеля с палладием.
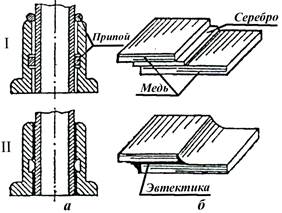
Рис. 1. Схема образования шва:
а - при капиллярной пайке; б - при контактно-реакционной пайке; I - перед пайкой; II - после пайки.
Реакционно-флюсовой называют пайку, при которой припой образуется за счет реакции вытеснения между основным металлом и флюсом. Например, при пайке алюминия с флюсом, содержащим большое количество хлористого цинка, при нагревании протекает реакция:
3ZnCl2+2Al=2AlCl3+3Zn
Восстановленный цинк является припоем.
Пайку-сварку можно сравнить со сваркой плавлением, но в качестве присадочного материала применяется припой.
Способы паяния.
Паяние-металлов осуществляется различными способами в зависимости от используемых источников нагрева и оборудования.
Пайка в печах обеспечивает равномерный нагрев соединяемых деталей. Используются печи электросопротивления, с индукционным нагревом и газопламенные. В этих печах для предохранения от окисления можно создать специальную газовую атмосферу.
Индукционную пайку выполняют с нагревом токами высокой или промышленной частоты. Необходимое тепло выделяется за счет тока, индуктируемого непосредственно в подлежащих пайке местах.
Пайка сопротивлением происходит за счет тепла, выделяемого при прохождении электрического тока через паяемые детали и токопроводящие элементы, и осуществляется с помощью электроконтактных аппаратов.
Пайка погружением осуществляется путем нагрева деталей в ваннах с расплавленными припоями. Этот способ широко применяют при изготовлении автомобильных и тракторных радиаторов, твердосплавного инструмента и т.д.
При газопламенной пайке местный нагрев деталей и припоев производится за счет тепла, выделяющегося газовым пламенем горелки. Питание газовых горелок горючим газом осуществляется от баллонов, газовой сети или газовых генераторов. В полевых условиях и ремонтных мастерских для пайки можно применять паяльные лампы. Существуют и другие методы, но широкое распространение в различных областях техники и в быту получила пайка паяльником.
Особую группу составляют паяльники специального назначения: ультразвуковые с генератором ультразвуковой частоты (УП-21); с дуговым обогревом; с вибрирующими устройствами и др.
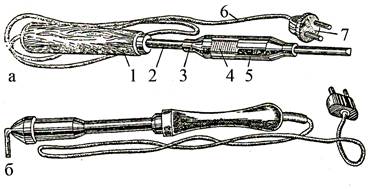
Паяльник представляет собой определённой формы кусок меди, закреплённый на железном стержне с деревянной рукояткой на конце.
Электрические паяльники (рис. 2.) применяют широко, так как они просты по устройству и удобны в обращении. При их работе не образуются вредные газы, и нагреваются быстро – в течение 2…8 мин., что повышает качество пайки. Электрические паяльники бывают (а)- прямыми и (б)- угловыми Нагрев основного металла и припоя осуществляется за счет тепла, аккумулированного в массе металла паяльника, который предварительно или в процессе пайки подогревается. Паяльники применяют для пайки черных и цветных металлов при температурах ниже 300-250°С.