 2020-08-05
2020-08-05 142
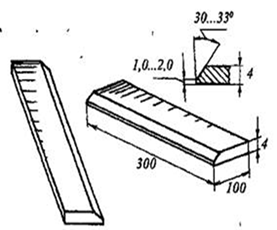
1424.1.Возьмите две пластины из низкоуглеродистой стали размером 4 х 100 х 300 с V - образной подготовкой кромок и разместите их на рабочем столе.

4.2. Выберите заходные планки из низкоуглеродистой стали, размером 4x100xшт.
4.3. Произведите зачистку кромок от ржавчины, заусенцев, загрязнения и т. д., руководствуясь УЭ "Подготовка кромок под сварку".
4.4. Выберите электроды марки МР3 или УОНИ 13/45-4 диаметром 4 мм для вертикальной сварки пластин толщиной 4,0 мм с разделкой кромок сверху-вниз, ориентируясь на рекомендации приведенной таблицы.

4.5. Распакуйте электроды, уложите их в специальный пенал и разместите его в удобном месте рабочего стола, защищенном от сырости и падения.
4.6. Подготовьте к работе сварочную цепь.
4.7. Выберите величину сварочного тока для электродов диаметром 4 мм, пользуясь рекомендациями приведенной таблицы, например,
Iсв = 140 А.

Установите выбранное значение сварочного тока на источнике питания.
4.8. Произведите опробование и настройку режима сварки для вертикального положения на вспомогательной пластине, произведите сборку пластин с равномерным зазором 1...1,2 мм, установите подготовленные под сварку пластины в вертикальное или немного наклонное положение (см. раздел 1, пункты 1., данного учебного элемента).
4.9. Возьмите новый электрод УОНИ 13/45
диаметром 4 мм и закрепите его
и зажиме электрододержателя.
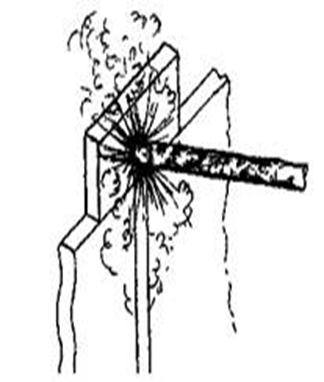
4.10. Выполните вертикальную сварку стыкового соединения пластин с разделкой кромок в направлении сверху-вниз в следующей последовательности:
- возбудите дугу рядом с верхней точкой стыка или на заходной планке и плавно переведите ее в разделку верхней точки стыка пластин;
- установите электрод по оси разделки с наклоном примерно 20...30 к горизонтали в сторону направления сварки;
- одновременно с наклоном электрода опустите электрод на свариваемые кромки, прижав его торец к обеим кромкам с небольшим усилием (примерно 10...30 Н);
- ведите электрод поступательно вниз без поперечных колебаний;
- перемещение электрода осуществляйте плавко, без рывков, удерживая торец электрода прижатым к свариваемым кромкам;
- дуга горит внутри втулочки, которая направляет газы, образующиеся от сгорания целлюлозного покрытия, и, такимобразом, создаетконцентрированный поток;
- наличие мощного газового потока обеспечиваетболее глубокоепроплавление свариваемых кромок и формирование равномерного выпуклого обратного валика;
- поступательноедвижениеэлектрода осуществляйте с более высокой скоростью, чем при использованиидругихмарокэлектродов;
- закончите сварку в нижней части пластин с выводом кратера на заходнуюпланку.
4.11. Дайте шву остыть. Возьмите заваренные пластины и уложите их на стол. Наденьте защитные очки, отбейте шлак и зачистите шов стальной щеткой. Сметите мусор.
4.12. Осмотрите шов и отметьте возможные дефекты, руководствуясь Учебным элементом "Определение качества сварного шва внешним осмотром и измерениями". Обсудите качество шва с инструктором.








