 2020-09-24
2020-09-24 141
141В зависимости от стадии проектирования изделия технологические процессы делятся на проектные и рабочие.
Проектный - выполняется по предварительному проекту технологической документации, который разрабатывается на стадиях проектирования изделия –" Эскизный проект ", "Т ехнический проект ".
Рабочий технологический процесс - выполняется по рабочей технологической или конструкторской документации.
В зависимости от количества наименований изделий, охватываемых процессом, технологические процессы делятся на единичные, типовые и групповые (ГОСТ 3.1109-82).
Единичный - проектируется и применяется для изготовления деталей одного наименования, независимо от типа производства.
Типовой -характеризуется единством содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками (диски, лопатки и т.п.). Основой разработки типовых технологических процессов является классификация всего множества деталей по сходству конструктивно-технологических признаков. По этим признакам детали могут быть разделены на классы, подклассы, типы и группы. При этом сходство признаков всё более возрастает.
Типовой процесс (ГОСТ 14301-83) разрабатывается для изготовления конкретного типа деталей в определенных производственных условиях. Типизация обеспечивает устранение многообразия технологических процессов путём сведения их к ограниченному числу и является основой для их стандартизации.
Применяется, в основном, как основа для разработки единичных (рабочих) технологических процессов.
Групповой -проектируется и применяется для изготовления группы деталей одного наименования с общими конструктивно- технологическими признаками. Применяется в единичном и мелкосерийном производствах.
Метод групповой обработки предложен проф. С.П. Митрофановым и является развитием идей типизации. Достоинства метода в том, что на его основе условия мелкосерийного производства с использованием оборудования с низкой производительностью можно превратить в крупносерийное высокопроизводительное производство, получив при этом снижение трудоёмкости и стоимости изготовления деталей.
Групповые технологии реализуются следующим образом: среди деталей группы находится, а за неимением таковой специально разрабатывается деталь, имеющая все поверхности деталей, входящих в группу (рисунок 1).
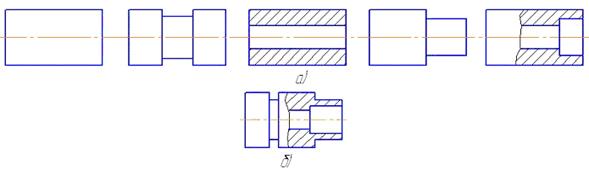
Рисунок 1 - Детали группы (а) и комплексный представитель группы (б)
Эта деталь является комплексным представителем группы, и для её изготовления настраивается высокопроизводительный станок (револьверный, автомат, СЧПУ). При обработке деталей одного наименования используют только те инструменты (и переходы), которые обеспечивают получение требуемой конфигурации; другие инструменты не задействованы и будут работать в свою очередь при обработке других заготовок, для получения деталей других наименований.
Для реализации групповых технологий проектируют и специальную групповую оснастку, отличающуюся лишь базирующими элементами.
По степени детализации технологические процессы делятся на:
Маршрутный технологический процесс - содержит только перечень выполняемых операций без указания переходов и режимов обработки.
Операционный технологический процесс - содержит полную информацию по выполнению операций.
Маршрутно-операционный технологический процесс - выполняется по документации, в которой отдельные операции представлены без указания переходов и режимов резания.








