2020-09-24
2020-09-24 459
459| Квалитеты допусков деталей | Вид допуска и отклоне-ния калибра | Интервалы размеров, мм | Допуск на форму калибра | ||||
| Св. 10 до 18 | Св. 18 до 30 | Св. 30 до 50 | Св. 50 до 80 | Св. 80 до 120 | |||
| Допуски и отклонения, мкм | |||||||
| 6 | Z Y a, a1 Z1 Y1 H H1 | 2 1,5 0 2,5 2 2 3 3 | 2 1,5 0 3 3 2,5 4 4 | 2,5 2 0 3,5 3 2,5 4 4 | 2,5 2 0 4 3 3 5 5 | 3 3 0 5 4 4 6 6 | IT1 IT2 |
| 7 | Z, Z1 Y, Y1 a, a1 H, H1 | 2,5 2 0 3 3 | 3 3 0 3 4 | 3,5 3 0 4 4 | 4 3 0 5 5 | 5 4 0 6 6 | IT2 |
| 8 | Z, Z1 Y, Y1 a, a1 H, H1 | 4 4 0 3 5 5 | 5 4 0 4 6 6 | 6 5 0 4 7 7 | 7 5 0 5 8 | 8 6 0 6 10 | IT2 IT3 |
| 9 | Z, Z1 Y, Y1 a, a1 H, H1 | 8 0 0 3 5 5 | 9 0 0 4 6 6 | 11 0 0 4 7 7 | 13 0 0 5 8 8 | 15 0 0 6 10 | IT2 IT3 |
| 10 | Z, Z1 Y, Y1 a, a1 H, H1 | 8 0 0 3 5 5 | 9 0 0 4 6 6 | 11 0 0 4 7 7 | 13 0 0 5 8 8 | 15 0 0 6 10 | IT2 IT3 |
| 11 | Z, Z1 Y, Y1 a, a1 H, H1 | 16 0 0 8 8 | 19 0 0 9 9 | 22 0 0 11 | 25 0 0 13 1 | 28 0 0 15 | IT4 |
| 12 | Z, Z1 Y, Y1 a, a1 H, H1 | 16 0 0 8 8 | 19 0 0 9 9 | 22 0 0 11 | 25 0 0 13 1 | 28 0 0 15 | IT4 |
Т а б л и ц а 8.3
| Калибр | Номинальный размер, мм | ||||
| до 180 | Св.180 до 500 | ||||
| Размер | Допуск | Размер | Допуск | ||
|
| Проходная сторона новая | 
| 
|
|
|
| Проходная сторона изнош. | 
| - | 
| - | |
| Непроход-ная сторона | 
| 
| 
| 
| |
|
| Проходная сторона новая | 
| 
| 
| 
|
| Проходная сторона изнош. | 
| - | 
| - | |
| Непроход-ная сторона | 
| 
| 
|
| |
| П р и м е ч а н и е. При подсчете исполнительных размеров калибров (наибольших для отверстий и наименьших для валов) необходимо пользоваться следующими правилами округления: -округление размеров рабочих калибров (наибольших для отверстий и наименьших для валов) для изделий квалитетов 15-17 следует производить до целого микрометра; -для изделий квалитетов 6-14 размеры калибров следует округлять до величин, кратных 0,5 мкм, при этом допуск на калибры сохраняется; размеры, оканчивающиеся на 0,25 и 0,75 мкм, следует округлять до величин, кратных 0,5 мкм, в сторону уменьшения допуска изделия.
| |||||
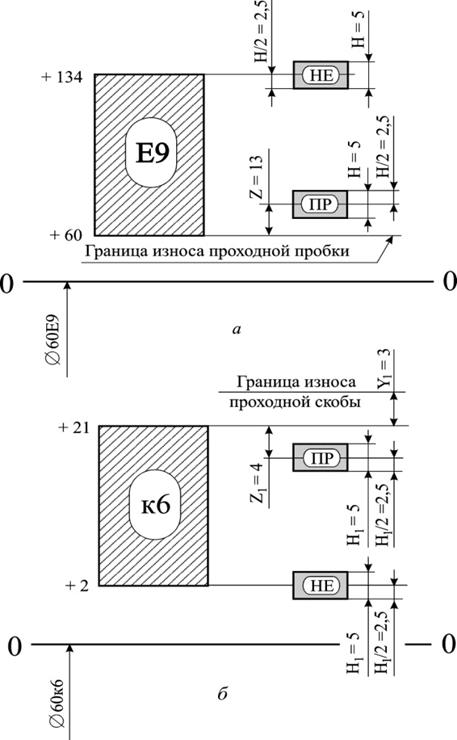
Рис. 8.6. - Расположение полей допусков гладких калибров, предназначенных для контроля отверстия и вала, сопрягающихся по посадке Æ60Е9/k6: а – для отверстия Æ60Е9, б - Æ60k6
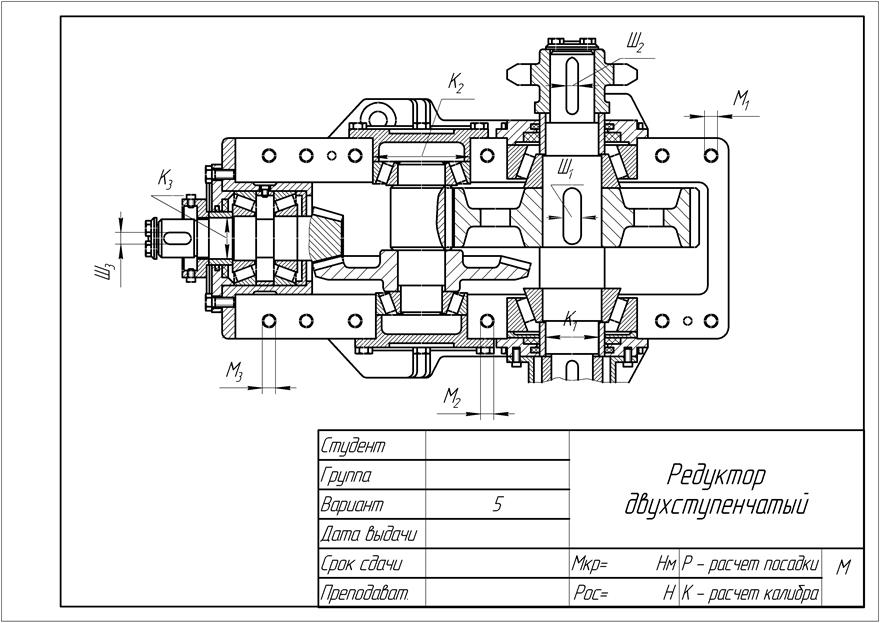
Варианты заданий по теме 8 приведены в таблице 4 приложения.
ПРИЛОЖЕНИЕ Таблица 1
Основные (ближайшие к нулевой линии) отклонения валов для размеров до 500 мм по ГОСТ 25346-82
(таблица дана с сокращениями)
| Номи-нальные размеры, мм | Буквенные обозначения | ||||||||||||||||||||||
| a | b | c | d | e | f | g | h | js | k | m | n | p | r | s | t | u | v | x | y | z | |||
| Для всех квалитетов | От 4 до 7 кв. | До 3 и св. 7 кв. | Для всех квалитетов | ||||||||||||||||||||
| Св. | До | Верхние отклонения ES, мкм (со знаком «минус» или равные нулю) | Верхнее es и нижнее ei отконения равны ±ITq/2 | Нижние отклонения ei, мкм (со знаком «плюс» или равные нулю) | |||||||||||||||||||
| 6 | 10 | -280 | -150 | -80 | -40 | -25 | -13 | -5 | 0 | 1 | 0 | 6 | 10 | 15 | 19 | 23 | 28 | 34 | 42 | ||||
| 10 | 14 | -290 | -150 | -95 | -50 | -32 | -16 | -6 | 0 | 1 | 0 | 7 | 12 | 18 | 23 | 28 |
| 33 | 40 | 50 | |||
| 14 | 18 | 39 | 45 | 60 | |||||||||||||||||||
| 18 | 24 | -300 | -160 | -110 | -65 | -40 | -20 | -7 | 0 | 2 | 0 | 8 | 15 | 22 | 28 | 35 | 41 | 47 | 54 | 63 | 73 | ||
| 24 | 30 | 41 | 48 | 55 | 64 | 75 | 88 | ||||||||||||||||
| 30 | 40 | -310 | -170 | -120 | -80 | -50 | -25 | -9 | 0 | 2 | 0 | 9 | 17 | 26 | 34 | 43 | 48 | 60 | 68 | 80 | 94 | 112 | |
| 40 | 50 | -320 | -180 | -130 | 54 | 70 | 81 | 97 | 114 | 136 | |||||||||||||
| 50 | 65 | -340 | -190 | -140 | -100 | -60 | -30 | -10 | 0 | 2 | 0 | 11 | 20 | 32 | 41 | 53 | 66 | 87 | 102 | 122 | 144 | 172 | |
| 65 | 80 | -360 | -200 | -150 | 43 | 59 | 75 | 102 | 120 | 146 | 174 | 210 | |||||||||||
| 80 | 100 | -380 | -220 | -170 | -120 | -72 | -36 | -12 | 0 | 3 | 0 | 13 | 23 | 37 | 51 | 71 | 91 | 124 | 146 | 178 | 214 | 258 | |
| 100 | 120 | -410 | -240 | -180 | 54 | 79 | 104 | 144 | 172 | 210 | 254 | 310 | |||||||||||
| 120 | 140 | -460 | -260 | -200 | -145 | -85 | -43 | -14 | 0 | 3 | 0 | 15 | 27 | 43 | 63 | 92 | 122 | 170 | 202 | 248 | 300 | 365 | |
| 140 | 160 | -520 | -280 | -210 | 65 | 100 | 134 | 190 | 228 | 280 | 340 | 415 | |||||||||||
| 160 | 180 | -580 | -310 | -230 | 68 | 108 | 146 | 210 | 252 | 310 | 380 | 465 | |||||||||||
| 180 | 200 | -660 | -340 | -240 | -170 | -100 | -50 | -15 | 0 | 4 | 0 | 17 | 31 | 50 | 77 | 122 | 166 | 236 | 284 | 350 | 425 | 520 | |
| 200 | 225 | -740 | -380 | -260 | 80 | 130 | 180 | 258 | 310 | 385 | 470 | 575 | |||||||||||
| 225 | 250 | -820 | -420 | -280 | 84 | 140 | 196 | 284 | 340 | 425 | 520 | 640 | |||||||||||
| 250 | 280 | -920 | -480 | -300 | -190 | -110 | -56 | -17 | 0 | 4 | 0 | 20 | 34 | 56 | 94 | 158 | 218 | 315 | 385 | 475 | 580 | 710 | |
| 280 | 315 | -1050 | -540 | -330 | 98 | 170 | 240 | 350 | 425 | 525 | 650 | 790 | |||||||||||
| 315 | 355 | -1200 | -600 | -360 | -210 | -125 | -62 | -18 | 0 | 4 | 0 | 21 | 37 | 62 | 108 | 190 | 268 | 390 | 475 | 590 | 730 | 900 | |
| 355 | 400 | -1350 | -680 | -400 | 114 | 208 | 294 | 435 | 530 | 660 | 820 | 1000 | |||||||||||
Таблица 2
Основные (ближайшие к нулевой линии) отклонения отверстий для размеров до 500 мм по ГОСТ 25346-82
(таблица дана с сокращениями)
| Номи-нальные размеры, мм | Буквенные обозначения | Поправка
| |||||||||||||||||||||||
| A | B | C | D | E | F | G | H | Js | K | M | N | От Р до U | P | R | S | T | U | ||||||||
| Для всех квалитетов | До 8 кв. | До 8 кв. | Св. 8 кв. | До 8 кв. | Св. 8 кв. | До 7 кв. | Св. 7 кв. | 5 кв. | 6 кв. | 7 кв. | 8 кв. | ||||||||||||||
| Св. | До | Нижние отклонения EI, мкм (со знаком + «плюс») | Верхнее ES и нижнее EI отконения равны ±ITq/2 | Верхние отклонения ES, мкм | Верхние отклонения ES, мкм (со знаком - «минус») | ||||||||||||||||||||
| 6 | 10 | 280 | 150 | 80 | 40 | 25 | 13 | 5 | 0 | -1+Δ | -6+Δ | -6 | -10+Δ | 0 | Отклонения, как для квалитетов св. 7, увеличенные на Δ | -15 | -19 | -23 | -28 | 2 | 3 | 6 | 7 | ||
| 10 | 14 | 290 | 150 | 95 | 50 | 32 | 16 | 6 | 0 | -1+Δ | -7+Δ | -7 | -12+Δ | 0 | -18 | -23 | -28 |
| -33 | 3 | 3 | 7 | 9 | ||
| 14 | 18 | ||||||||||||||||||||||||
| 18 | 24 | 300 | 160 | 110 | 65 | 40 | 20 | 7 | 0 | -2+Δ | -8+Δ | -8 | -15+Δ | 0 | -22 | -28 | -35 | -41 | 3 | 4 | 8 | 12 | |||
| 24 | 30 | -41 | -48 | ||||||||||||||||||||||
| 30 | 40 | 310 | 170 | 120 | 80 | 50 | 25 | 9 | 0 | -2+Δ | -9+Δ | -9 | -17+Δ | 0 | -26 | -34 | -43 | -48 | -60 | 4 | 5 | 9 | 14 | ||
| 40 | 50 | 320 | 180 | 130 | -54 | -70 | |||||||||||||||||||
| 50 | 65 | 340 | 190 | 140 | 100 | 60 | 30 | 10 | 0 | -2+Δ | -11+Δ | -11 | -20+Δ | 0 | -32 | -41 | -53 | -66 | -87 | 5 | 6 | 11 | 16 | ||
| 65 | 80 | 360 | 200 | 150 | -43 | -59 | -75 | -102 | |||||||||||||||||
| 80 | 100 | 380 | 220 | 170 | 120 | 72 | 36 | 12 | 0 | -3+Δ | -13+Δ | -13 | -23+Δ | 0 | -37 | -51 | -71 | -91 | -124 | 5 | 7 | 13 | 19 | ||
| 100 | 120 | 410 | 240 | 180 | -54 | -79 | -104 | -144 | |||||||||||||||||
| 120 | 140 | 460 | 260 | 200 | 145 | 85 | 43 | 14 | 0 | -3+Δ | -15+Δ | -15 | -27+Δ | 0 | -43 | -63 | -92 | -122 | -170 | 6 | 7 | 15 | 23 | ||
| 140 | 160 | 520 | 280 | 210 | -65 | -100 | -134 | -190 | |||||||||||||||||
| 160 | 180 | 580 | 310 | 230 | -68 | -108 | -146 | -210 | |||||||||||||||||
| 180 | 200 | 660 | 340 | 240 | 170 | 100 | 50 | 15 | 0 | -4+Δ | -17+Δ | -17 | -31+Δ | 0 | -50 | -77 | -122 | -166 | -236 | 6 | 9 | 17 | 26 | ||
| 200 | 225 | 740 | 380 | 260 | -80 | -130 | -180 | -258 | |||||||||||||||||
| 225 | 250 | 820 | 420 | 280 | -84 | -140 | -196 | -284 | |||||||||||||||||
| 250 | 280 | 920 | 480 | 300 | 190 | 110 | 56 | 17 | 0 | -4+Δ | -20+Δ | -20 | -34+Δ | 0 | -56 | -94 | -158 | -218 | -315 | 7 | 9 | 20 | 29 | ||
| 280 | 315 | 1050 | 540 | 330 | -98 | -170 | -240 | -350 | |||||||||||||||||
| 315 | 355 | 1200 | 600 | 360 | 210 | 125 | 62 | 18 | 0 | -4+Δ | -21+Δ | -21 | -37+Δ | 0 | -62 | -108 | -190 | -268 | -390 | 7 | 11 | 21 | 32 | ||
| 355 | 400 | 1350 | 680 | 400 | -114 | -208 | -294 | -435 | |||||||||||||||||
 , мкм
, мкм
* Исключение составляет поле допуска М6 при размерах свыше 250 до 315 мм, для которого ES=-9 мкм, а не -11, как это следует из таблицы.
Таблица 3
ЕСДП. Значения допусков, мкм
| Интервалы размеров, мм | Квалитеты | |||||||||||||
| 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
| До 3 | 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 100 | 140 | 250 | 400 | 600 | 1000 |
| Свыше 3 до 6 | 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 120 | 180 | 300 | 480 | 750 | 1200 |
| Св. 6 до 10 | 4 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 150 | 220 | 360 | 580 | 900 | 1500 |
| Св. 10 до 18 | 5 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 180 | 270 | 430 | 700 | 1100 | 1800 |
| Св. 18 до 30 | 6 | 9 | 13 | 21 | 33 | 52 | 84 | 130 | 210 | 330 | 520 | 940 | 1300 | 2100 |
| Св. 30 до 50 | 7 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 250 | 390 | 620 | 1000 | 1600 | 2500 |
| Св. 50 до 80 | 8 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 300 | 460 | 740 | 1200 | 1900 | 3000 |
| Св. 80 до 120 | 10 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 350 | 540 | 870 | 1400 | 2200 | 3500 |
| Св. 120 до 180 | 12 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | 4000 |
| Св. 180 до 250 | 14 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 460 | 720 | 1150 | 1850 | 2900 | 4600 |
| Св. 250 до 315 | 16 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 520 | 810 | 1300 | 2100 | 3200 | 5200 |
| Св. 315 до 400 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 570 | 890 | 1400 | 2300 | 3600 | 5700 |
| Св. 400 до 500 | 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 630 | 970 | 1500 | 2500 | 4000 | 6300 |
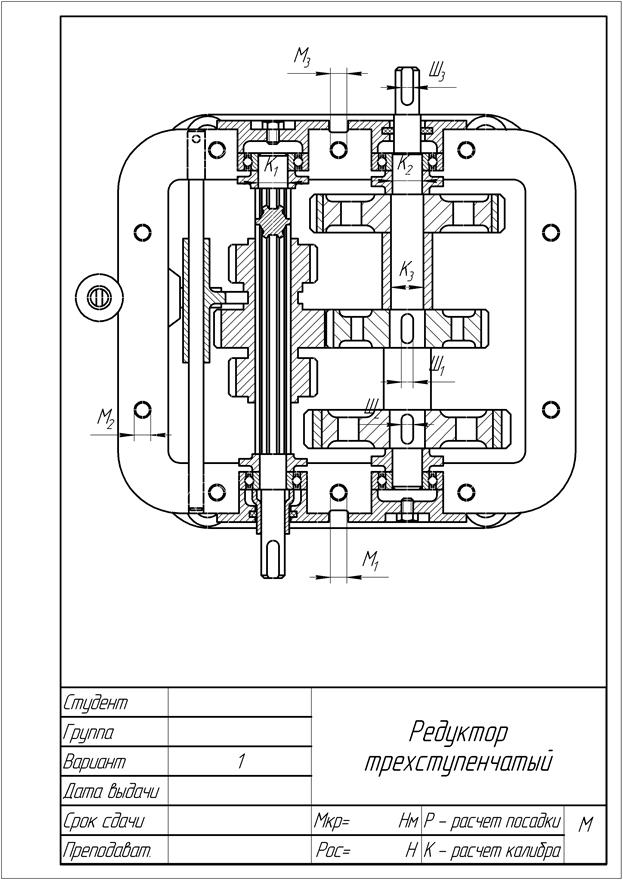
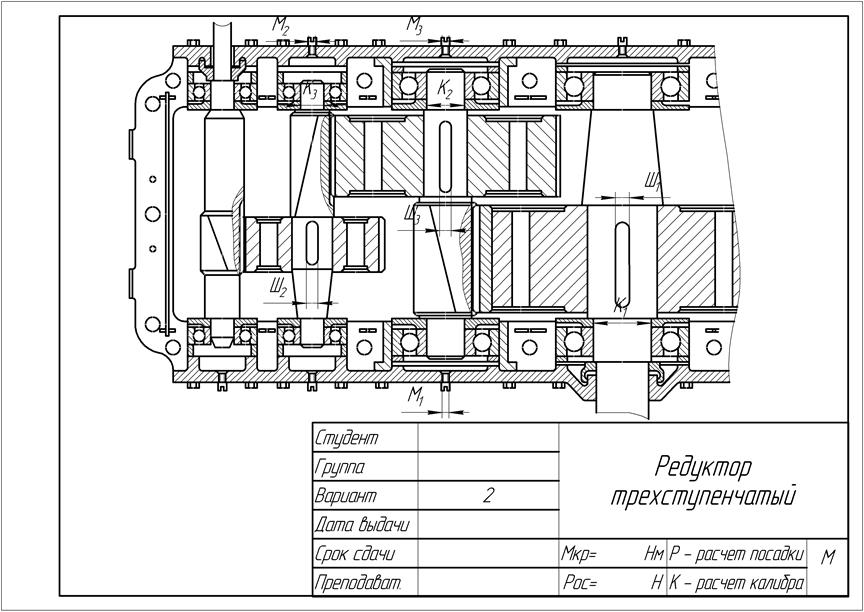
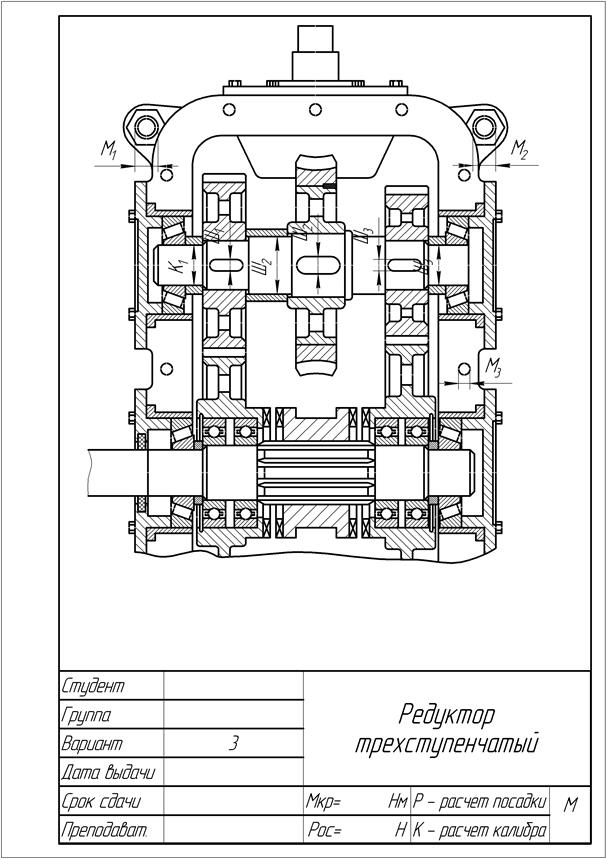
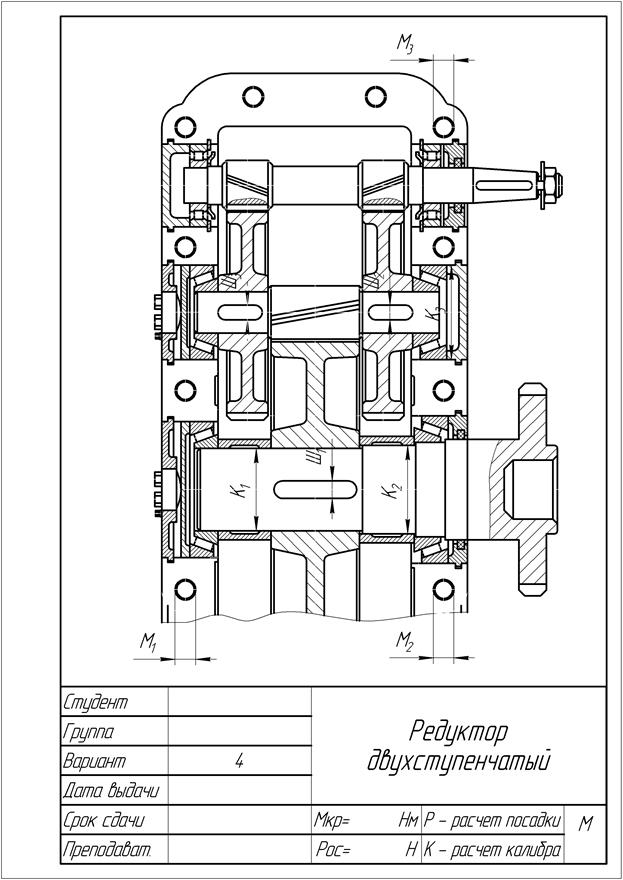
Таблица 4
Варианты заданий по темам 4, 5, 8
| № по списку | Вариант | Масштаб | Шпоночное соединение | Резьбовое соединение | Калибр |
| 1 | 1 | 1:2,5 | Ш1 | М1 | К1 |
| 2 | Ш2 | М2 | К2 | ||
| 3 | Ш3 | М3 | К3 | ||
| 4 | 1:2 | Ш1 | М1 | К1 | |
| 5 | Ш2 | М2 | К2 | ||
| 6 | Ш3 | М3 | К3 | ||
| 7 | 2 | 1:2,5 | Ш1 | М1 | К1 |
| 8 | Ш2 | М2 | К2 | ||
| 9 | Ш3 | М3 | К3 | ||
| 10 | 1:2 | Ш1 | М1 | К1 | |
| 11 | Ш2 | М2 | К2 | ||
| 12 | Ш3 | М3 | К3 | ||
| 13 | 3 | 1:2,5 | Ш1 | М1 | К1 |
| 14 | Ш2 | М2 | К2 | ||
| 15 | Ш3 | М3 | К3 | ||
| 16 | 1:2 | Ш1 | М1 | К1 | |
| 17 | Ш2 | М2 | К2 | ||
| 18 | Ш3 | М3 | К3 | ||
| 19 | 4 | 1:2,5 | Ш1 | М1 | К1 |
| 20 | Ш2 | М2 | К2 | ||
| 21 | Ш3 | М3 | К3 | ||
| 22 | 1:2 | Ш1 | М1 | К1 | |
| 23 | Ш2 | М2 | К2 | ||
| 24 | Ш3 | М3 | К3 | ||
| 25 | 5 | 1:2,5 | Ш1 | М1 | К1 |
| 26 | Ш2 | М2 | К2 | ||
| 27 | Ш3 | М3 | К3 | ||
| 28 | 1:2 | Ш1 | М1 | К1 | |
| 29 | Ш2 | М2 | К2 | ||
| 30 | Ш3 | М3 | К3 |