 2020-10-10
2020-10-10 358
3581. Цель работы: знание методики технологических испытаний материалов на свариваемость, основных дефектов сварного шва и причин их возникновения; умение оценить свариваемость сплавов при известном химическом составе и правильно выбрать условия сварки.
2. Сущность сварки плавлением. Свариваемость сталей и сплавов.
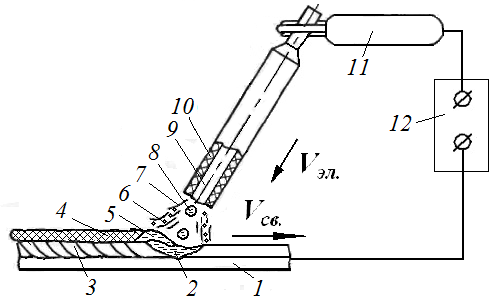
3. Схема ручной дуговой сварки.
|
| 1. Заготовка, 2. 3. 4. 5. 7. 8. 9. 10. 11. 12. Источник питания |
4. Эскизы полученных образцов с изображением сварного шва и его дефектов.
5. Химический состав заданных сплавов. Эквивалентное содержание углерода. Группа стали по свариваемости. Наличие и виды дефектов сварных швов.
| № п/п | Сплав | C, Сэ, % | Группа | Условия сварки пробы | ||
| Предварительный подогрев | Естественное охлаждение на воздухе | Охлаждение водой (сварка на морозе) | ||||
| 1 | ||||||
| 2 | ||||||
| 3 | ||||||
| 4 | ||||||
| 5 | ||||||
| 6 | ||||||
| 7 | ||||||
| 8 | ||||||
6. Рекомендации по бездефектной сварке
| Сплав | Условия бездефектной сварки | Вид и режимы термической обработки после сварки |
| 1-ой группы | ||
| 2-ой группы | ||
| 3-ей группы |
| |
| 4-ой группы | ||
| Чугун |
7. Выводы о причинах дефектов на пробах.
| САНКТ-ПЕТЕРБУРГСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРА ВЕЛИКОГО __________________ ИНСТИТУТ МАШИНОСТРОЕНИЯ, МАТЕРИАЛОВ И ТРАНСПОРТА Высшая школа машиностроения | Студент______________________________ (фамилия, и. о.) Института ____________________________ Группы_______________________________ Работа принята________________________ |
ЛАБОРАТОРНАЯ РАБОТА № 8
Исследование литейных свойств сплавов
1. Цель работы. Знание основных свойств литейных сплавов, методов их определения; умение оценить зависимость свойств литейных сплавов от технологических факторов.
2. Основные литейные свойства сплавов.
3. Эскиз формы и отливки (пробы).
4. Таблица с результатами измерений и расчетными данными
| № | Т, ºС | l, мм | d, мм | D, мм | H, мм | V отл, см3 | h, мм | V ус, см3 |
| 1 | 600 | |||||||
| 2 | 700 | |||||||
| 3 | 800 |
5. Пример расчета для первой отливки (температура заливки 600оС).
Объем усадочной раковины:
 мм3= см3
мм3= см3
Объем отливки:

Объемная усадки:









