 2020-10-12
2020-10-12 985
985Крейцмейселъ отличается от зубила более узкой режущей кромкой. Крейцмейсель применяют для вырубания канавок, прорубания шпоночных пазов и тому подобных работ. С целью предупреждения заклинивания крейцмейселя при работе его рабочая часть имеет постепенное сужение от режущей кромки к рукоятке. Термическая обработка рабочей и ударной частей, а также геометрические параметры режущей части и порядок определения углов заострения режущей части у крейцмейселей точно такие же, как и у зубила.
Канавочник применяется для вырубания смазочных канавок во вкладышах и втулках подшипников скольжения и профильных канавок специального назначения. Режущие кромки ка- навочника могут иметь прямолинейную или полукруглую форму, которая выбирается в зависимости от профиля прорубаемой канавки. Канавочник отличается от зубила и крейцмейселя только формой рабочей части. Требования в отношении термической обработки и выбора углов заточки для канавочников такие же, как для зубила и крейцмейселя.
Слесарные молотки применяются при рубке в качестве ударного инструмента для создания силы резания и бывают двух видов — с круглым и квадратным бойком. Противоположный бойку конец молотка называют носком, он имеет клинообразную форму и скруглен на конце. Молоток закрепляют на ручке, которую при работе удерживают в руке, нанося удары по инструменту (зубилу, крейцмейселю, канавочнику). Для надежного удерживания молотка на рукоятке и предупреждения его соскакивания во время работы используют деревянные или металлические клинья (обычно один-два клина), которые забивают в рукоятку там, где она входит в отверстие молотка.


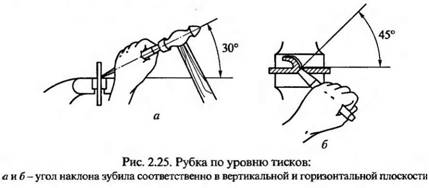
1. При рубке листового и полосового металла толщиной до 3 мм по уровню губок тисков следует соблюдать следующие правила:
• часть заготовки, уходящая в стружку, должна располагаться выше уровня губок тисков;
• риска на заготовке должна находиться точно на уровне губок тисков, перекос заготовки не допустим;
• заготовка не должна выступать за правый торец губок тисков;
• рубку по уровню тисков выполнять серединой режущей кромки инструмента, располагая его под углом 45 ° к заготовке Угол наклона зубила в зависимости от угла заострения рабочей части составляет от 30 до 35° 2. При рубке полосового (листового) материала на плите (наковальне) следует выполнять следующие требования:
• режущую кромку зубила затачивать не прямолинейно, а с некоторой кривизной
• разрубание листового материала по прямой линии производить, начиная от дальней кромки листа к передней, при этом зубило должно располагаться точно по разметочной риске. При рубке передвигать лист таким образом, чтобы место удара находилось приблизительно посредине плиты;
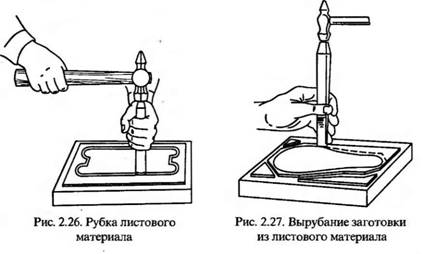
• при вырубании из листового материала заготовки криволинейного профиля (рис. 2.27) оставлять припуск 1,0… 1,5 мм для последующей ее обработки, например, опиливанием;
• разрубание полосы выполнять по разметке с обеих сторон примерно на половину толщины полосы, после чего переломить ее в тисках или на ребре плиты (наковальни); силу удара регулировать в зависимости от толщины разрубаемого материала.
3. При срубании слоя металла на широкой поверхности детали сначала при помощи крейцмейселя прорубить канавки глубиной 1,5…2,0 мм по всей поверхности детали затем зубилом срубить оставшиеся выступы. При необходимости повторять рубку до тех пор, пока не будут достигнуты заданные размеры детали. Толщину снимаемого слоя металла регулировать наклоном крейцмейселя или зубила и силой удара, наносимого по инструменту. При возможности рубку заменить строганием или фрезерованием.

4. Прорубание криволинейных канавок на заготовке выполнять канавочником за один или несколько проходов в зависимости от обрабатываемого материала и требований к качеству обработки. Объем срезаемого материала регулировать наклоном канавочника и силой удара по инструменту.
5. При заточке инструмента необходимо выполнять следующие требования:
• устанавливать подручник заточного станка таким образом, чтобы зазор между подручником и заточным кругом не превышал 3 мм;
• прижимать инструмент режущей частью к периферии заточного круга, опираясь при этом на подручник;
• периодически охлаждать инструмент водой, опуская его в специальную емкость. Охлаждение производится с целью предупреждения перегрева инструмента в процессе затачивания и отпуска его рабочей части, приводящего к снижению твердости режущей части инструмента;
• проверять угол заточки инструмента по шаблону;
• следить за симметричностью лезвия инструмента относительно его оси.
При рубке и заточке режущего инструмента необходимо соблюдать следующие меры безопасности:
• устанавливать на верстак защитный экран;
• прочно закреплять заготовку в тисках;
• не пользоваться молотком, зубилом, канавочником, крецмейселем с расплющенным бойком. Расклепанную часть бойка удалять на заточном станке;
• не пользоваться молотком, слабонасаженным на рукоятку;
• выполнять рубку только острозаточенным инструментом;
• пользоваться индивидуальными защитными очками или защитным экраном, установленным на станке, во избежание травм глаз.
| Дефект | Причина | Способ предупреждения |
| Раздвоенная риска. | Линейка слабо прижималась к детали. Риска проводилась по одному и тому же месту. Разметка проводилась тупой чертилкой. | Линейку плотно прижимать к детали, риску проводить только один раз. Заточить чертилку. |
| Керновое углубление не на риске. | При установке кернера его острие не попало на риску. Кернение производилось тупым кернером. Кернер сместился с риски перед ударом молотком. | Точно устанавливать кернер в углубление риски, прочно удерживать его при кернении. При необходимости кернер заточить. |
| Раздвоенная или смещенная риска размеченной дуги или окружности. | Опорная (неподвижная) ножка циркуля тупая. Малая глубина кернового углубления в центре окружности или дуги. Сильное нажатие на подвижную ножку циркуля в процессе разметки. | Разметку производить только циркулем с остро заточенными ножками, плавными несильными движениями циркуля, наклоняя его в сторону движения. |
| Риски не сопряжены друг с другом. | Неточно установлена линейка по рискам. Смещение линейки во время нанесения риски. Неточно установлен размер циркуля; опорная ножка циркуля выскочила из кернового углубления при проведении риски. | Точно соблюдать все правила разметки. Прочно удерживать линейку и циркуль в процессе разметки. |
| Непараллельные или неперпендикулярные друг другу риски. | Керновые углубления на исходных рисках смещены. Неточно установлена линейка по рискам и дугам. Слабо закреплен зажимной винт циркуля. | Точно устанавливать линейку по исходным рискам. Прочно прижимать ее к детали. Следить за зажимом ножек циркуля. |
| Углы между рисками не соответствуют заданным. | Керновые углубления на исходных рисках смещены. Нарушена последовательность построения угла. Неточно установлена линейка по рискам и керновым углублениям. | Керновые углубления наносить только по углублению риски. Следить за заточкой кернера и чертилки. Точно устанавливать линейку по рискам и керновым углублениями. |
| Размеченный контур не соответствует шаблону. | Шаблон во время разметки был неплотно прижат к поверхности заготовки, в результате чего сместился при нанесении разметочных рисок. | Плотно прижимать шаблон к поверхности заготовки в процессе разметки. При возможности закреплять шаблон на заготовке при помощи струбцины. |
| При разметке при помощи рейсмаса риска не прямолинейна | Неустойчиво установлена размечаемая деталь. Слабо закреплена игла рейсмаса на стойке. На разметочную плиту под основание рейсмаса попала грязь. | Проверить прочность (без качки) установки детали на разметочной плите. Тщательно протереть разметочную плиту перед разметкой. Прочно закреплять разметочную иглу на штанге рейсмаса. |
| Не совпадают центры отверстий и цилиндрических частей деталей. | Некачественно определены центры отверстий и цилиндрических частей детали. | Проверить разметку центров. |
1. Работать только исправным инструментом
2. Надевать предохранительные очки. Место рубки ограждать экранами, щитками.
3. Не включать воздух, прежде чем пневматическое зубило не будет упираться в обрабатываемую поверхность: инструмент будет выброшен из машины, что может быть причиной несчастного случая.
4. При работе на заточных станках, наждачных и обдирочных точилах обязательно обращать внимание на состояние предохранительных устройств станка - кожухов, экранов, подручников и т. п.:








