 2014-02-02
2014-02-02 1382
1382Технологические процессы изготовления ж/д колес и крупногабаритных колец различного назначения в основном однотипны. Они базируются на операциях осадки, штамповки и прокатки, осуществляемых на последовательно установленных гидравлических прессах разных усилий и колесо (кольце) прокатном стане.
Колеса для ж/д вагонов и локомотивов производятся диаметром от 850 до 1250 мм. Вагонные колеса, составляющие основную часть продукции колесопрокатных цехов, выпускаются диаметром 950мм, массой 385 кг из среднеуглеродистой стали.
Исходный материал: слитки сифонной разливки с многогранной поверхностью массой 3,5-4,2 т. Поступившие в цех слитки проходят деление на 6-7 единичных заготовок массой около 480 кг. Это осуществляется путем глубокой надрезки слитков и их последующей ломки. Длина заготовок составляет 250-350 мм в зависимости от от расположения их по высоте конусного слитка. После осмотра, сортировки, ремонта поверхности и обрезки заготовки поступают на прессопрокатную линию. Здесь выполняют предварительный, а затем окончательный нагрев заготовок до температуры 1230-1260 в двух последовательно установленных кольцевых печах, гидросбив окалины водой давлением 15-20 МПа и следующие операции обработки давлением (рисунок 91):
в двух последовательно установленных кольцевых печах, гидросбив окалины водой давлением 15-20 МПа и следующие операции обработки давлением (рисунок 91):
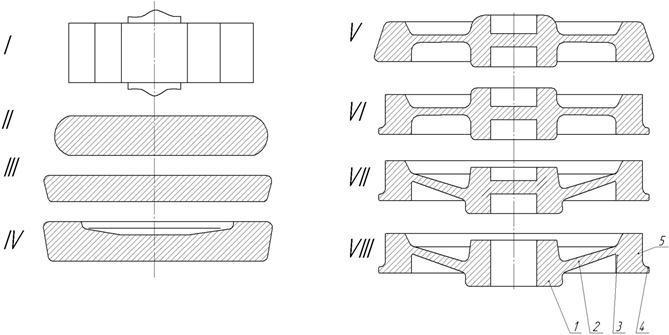
Рисунок 91 – Форма заготовки на различных стадиях процесса изготовления цельного ж/д колеса: I – исходная заготовка; II – после свободной осадки на прессе 20МН; III,IV – после осадки и разгонки в кольце на прессе 50МН; после штамповки на прессе 100МН; VI – после прокатки в колесопрокатном стане; VII, VIII – после выгибки и окончательной прошивки в прессе 35 МН; 1 – ступица; 2 – диск; 3 – обод; 4 – гребень; 5 – поверхность катания.
На прессе 20 МН – предварительная осадка на гладких плитах (при этом происходит дополнительное удаление окалины с боковой поверхности заготовки);
На прессе 50 МН: I операция (I ход пресса) – осадка на гладких плитах в плавающем калибровочном кольце (после этого кольцо центрируется и устанавливается дополнительный пуансон), II операция (II ход) – осадка пуансоном (разгонка) центральной части заготовки, находящейся в кольце, с целью распределения объемов металла между центральной и переферийной зонами таким образом, чтобы при последующей штамповке ступица колеса была сформирована при требуемой толщине диска;
На прессе 100 МН – штамповка колесной заготовки в верхнем и нижнем штампах и формовочном кольце с приданием окончательной формы ступице и прилегающей к ней части диска, частичная прошивка ступицы верхней и нижней оправками с сохранением перемычки;
в колесопрокатном стане (рисунок 92) – придание окончательной формы ободу и прилегающей к нему части диска. Прокатка включает три: I – обжатие обода начальными конусами наклонных валков при зафиксированных нажимных и коренных валках, при этом наклонные валки формируют боковые поверхности обода, нажимные валки – поверхность катания с гребнем, коренные – поддерживают заготовку и в меньшей мере формируют поверхность катания; II этап (показан на рисунке) – раскатка обода по диаметру, осуществляемая средними конусами наклонных валков в процессе подвода нажимных валков и зафиксированном верхнем наклонном валке, при этом коренные валки отводятся синхронно с ростом диаметра заготовки, поддерживают ее, но обжатия не производят; III этап – полировка обода и уменьшение возможного его эксцентриситета относительно ступицы за счет малых обжатий при закрытых клапанах гидроцилиндров перемещения нажимных и коренных валков;
на прессе 35 МН: I операция (ход главного гидроцилиндра) – выгибка диска и калибрование размеров обода с помощью вигибных штампов, в результате которого происходит также дальнейшее снижение эксцентриситета обода относительно ступицы; II – операция (ход прошивного цилиндра усилием 5 МН) – срез в центральном отверстии колеса.
Черновые горячедеформированные колеса, имеющие после всех операций обработки давлением, температуру 900 – 950, проходят клеймение, противофлокенную обработку, заключающуюся в удалении водорода из стали, термическое упрочнение, механическую обработку, контроль размеров. Производительность современных агрегатов для производства колес – 650 тыс. штук в год.
Кольца различного назначения – для крупногабаритных подшипников качения, бандажей для составных ж/д и др. – изготавливаются по технологии обработки давлением, близкой к колесной. Используются литые, кованые или катаные заготовки, проходящие при необходимости предварительную обточку наружной поверхности. Нагретые заготовки подвергаются осадке, прошивке сквозного отверстия, при получении некоторых изделий – дополнительной штамповке, после чего происходит их прокатка на кольцепрокатном стане (рисунок 92 б). На станах различного типа размера прокатываются кольца диаметром 100-3800 мм. В отдельных случаях операция раскатки колец применяется как чистовая; она проводится в холодном состоянии, что позволяет получать кольца повышенной точности, прочности, с высоким качеством и чистотой поверхности.
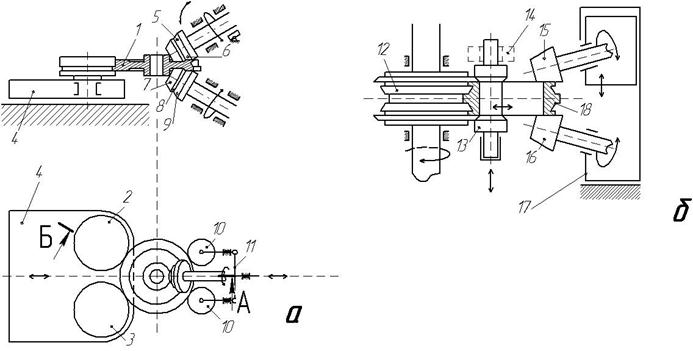
Рисунок 92


