 2014-02-02
2014-02-02 1101
1101Оперативную. характеристику зададим в виде таблицы и в виде графика
.Таблица 1
| q,% | |||||||||||
| P(q) | 1.0 | 0.98 | 0.86 | 0.65 | 0.43 | 0.25 | 0.15 | 0.08 | 0.04 | 0.02 | 0.01 |
Вероятность приемки партии P(q) рассчитаем по формуле(используя гипергеометрический закон распределения числа дефектных изделий
где cn — число сочетаний из N элементов по.n
На рисунке показаны:  - риск поставщика;
- риск поставщика;  - риск заказчика; AQL - приемочный уровень дефектности (accept - принимать; quality - качество; level - уровень); LQ - браковочный уровень дефектности.
- риск заказчика; AQL - приемочный уровень дефектности (accept - принимать; quality - качество; level - уровень); LQ - браковочный уровень дефектности.
На кривой F(q) = f(q) совпадение заданных и  в точке
в точке  и LQ и в точке
и LQ и в точке  маловероятно, что и показано на рисунке. Другими словами кривая F(q)=f(q) должна быть согласована с величинами AQL, , LQ и .
маловероятно, что и показано на рисунке. Другими словами кривая F(q)=f(q) должна быть согласована с величинами AQL, , LQ и .
Покажем процедуру использования оперативной характеристики плана приемочного контроля на численном примере.
Рассмотрим тенденции изменения вида функции F(q) при изменении величин n, Ac:
1. Допустим, что Ас / n = const, но n и Ас увеличиваются. Кривая при этом увеличивает свою крутизну и в пределе, когда n = N, выборочный контроль перейдет в сплошной и AQL = LQ.
2. Пусть при n = const, Ас увеличивается.
3. Если при n = const, Ас увеличивается, то контроль становится менее жестким.
4. Ас = const; n увеличивается, контроль ужесточается.
Для разных планов контроля кривые функции P(q) будут иметь различный вид. Для примера приведем в таблице.2 вероятности принятия партии Р(q), варьируя значениями параметров (n, с,q),а на рисунке..3 отразим оперативные характеристики Р(q) нескольких планов.
Из графика видно, что планы с C = 0 даже при малых значениях дефектности партии р гарантируют небольшую вероятность приемки партии, т.е. эти планы очень жесткие. •
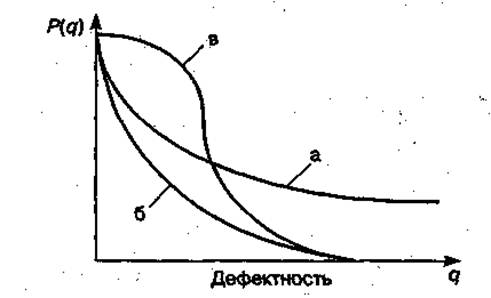
Рисунок 5-. Оперативные характеристики:
а —план (5,0);
б —план (20,0);
в —план (20,2)
Таблица 2 -Вероятность приемки партии Р(q)
| план (n,C); | Уровень дефектности, q | |||
| 0,05 | 0,1 | 0,3 | 0,5 | |
| (10,2) | 0,99 | 0,93 | 0,38 | 0,05 |
| (20,0) | 0,36 | 0,12 | ||
| (20,2) | 0,92 | 0,68 | 0,4 |
В случаях, где единственно возможным методом контроля критических дефектов является разрушающий контроль (например, цельносварные изделия ракетной техники), можно проводить выборочный контроль.
В этом случае приемочное число Ac. = 0, а браковочное число Rc = 1. Объем выборки определяется по формуле n=k/p
Где k — коэффициент, зависящий от риска появления одной дефектной единицы продукции в выборке;
р — максимально допустимый процент дефектных единиц продукции в выборке








