 2014-02-02
2014-02-02 2987
2987Если среди n случайно отобранных изделий число дефектных от окажется не больше приемочного числа C (d < C), то партия принимается; в противном случае партия бракуется.
Двухступенчатые планы. Если среди nl случайно отобранным изделий число дефектных mt окажется не больше приемочного числи с, (mi < Cj), то партия принимается; если mt >.dt, где dt — браковочной число, то партия бракуется. Если же ci<mi< d{, то принимается решение о взятии второй выборки объемом п2. Тогда если суммарное число дефектных изделий в двух выборках (m1, + т2) < с2, то партия принимается, в противном случае партия бракуется по данным двух выборок. На рисунке 1 приведена схема двухступенчатого плана контроля.
Рисунок 1. Схема двухступенчатого плана выборочного контроля
В случае контроля одиночных партий продукции выбор плана контроля целесообразно осуществлять на основе анализа оперативной характеристики с учетом браковочного уровня дефектности.
Многоступенчатые планы являются логическим продолжением двухступенчатых планов. Первоначально берется выборка объемом n и определяется число дефектных изделий m1. Если т1 < с то партия принимается. Если т1, > di (di > ct +1), то партия бракуется. Если жe C1 < m < di то принимается решение о взятии второй выборки объемом п2. Пусть среди n1, + п2 изделий имеется т2 дефектных. Тогда если т2 < с2, где с2 — второе приемочное число, то партия принимается; если m2 > d2 (d2 > c2 + 1), то партия бракуется. При с2 < т2 < d2 принимается решение о взятии третьей выборки. В дальнейшем контроль проводится по аналогичной схеме, за исключением последнего k-ro шага, при котором если mk < са, то партия принимается, если же mk > ck, то партия бракуется. При этом обычно принимается, что объем выборок одинаков.
Последовательные планы. Решение о контролируемой партии принимается после оценки качества ряда выборок, общее число которых заранее не установлено и определяется в процессе контроля по результатам предыдущих выборок
Одноступенчатые планы наиболее просты при организации контроля на производстве. Двухступенчатые, многоступенчатые и последовательные планы обеспечивают при том же объеме выборки большую точность принимаемых решений, но они более сложны в организации контроля и требуют значительных вычислений.
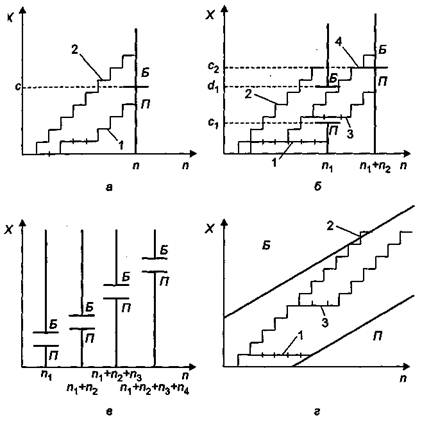
Рисунок.2.Графическое изображение планов контроля
:а — одноступенчатый (1 — приемка, 2 — браковка партии);
б - двухступенчатый (1 - приемка на первой ступени, 2 — браковка на первой ступени, 3 — приемка на второй ступени, 4 — браковка на второй ступени);
в — четырехступенчатый; г — последовательный контроль (1 - приемка, 2 - браковка,3 — продолжение контроля)
г- последовательный.
Задача статистического выборочного контроля фактически сводится к статистической проверке гипотезы о том, что доля дефектные изделий q в партии равна допустимой величине q0. Задача правильного выбора плана статистического контроля состоит в том, чтобы сдёлать ошибки первого рода (риск поставщика) и второго рода (риск потребителя) маловероятными.
Основным вероятностным показателем плана статистического контроля является оперативная характеристика.
Оперативной характеристикой плана контроля называется функция P(q), равная вероятности принять партию продукции с долей дефектных изделий q. Очевидно, что для каждого плана будет своя оперативная характеристика. В случае сплошного контроля продукции, при котором дефект не может быть пропущен, оперативная характеристика будет идеальной.
Она соответствует следующей функции:
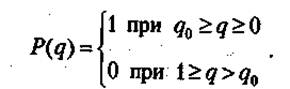
Рисунок 3 - Идеальная оперативная характеристика
Для планов выборочного контроля оперативная характеристика, приведенная на рис. 4, имеет вид плавной кривой.
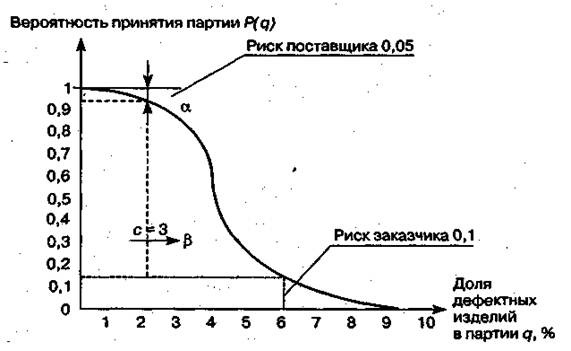
Рисунок.4.Оперативная характеристика плана выборочного контроля: α — риск поставщика; β — риск заказчика; с — приемочное число
Каждый план имеет свою оперативную характеристику, которая демонстрирует его свойства. На горизонтальной оси указан уровень качества производственного процесса, на вертикальной оси – число партий в процентах, которые будут приняты при использовании этого плана. Оперативная характеристика может быть задана в виде таблицы, в виде формулы или в виде графика.
Пример. Построим оперативную характеристику плана приемочного контроля P(q) для разных долей дефектных изделий q (табл..1) при объеме партии N= 1200, объеме выборки п = 100, приемочном числе С = 3.








