2014-02-05
2014-02-05 51106
51106Автоматизированная система управления технологическим процессом (АСУТП) — это человеко-машинная система управления, обеспечивающая автоматизированный сбор и обработку информации, необходимой для оптимизации управления технологическим объектом в соответствии с принятым критерием.
За критерий управления АСУТП принимают соотношение, характеризующее качество функционирования технологического объекта управления (ТОУ) в целом и принимающее конкретные числовые значения в зависимости от используемых управляющих воздействий.
Главной задачей большинства АСУТП является получение определенных технико-экономических результатов:
- повышение производительности труда;
- снижение затрат живого труда и трудоемкости производства;
- экономия энергетических ресурсов, вспомогательных материалов, тары и т. п.;
- обеспечение безопасности функционирования объекта;
- повышение или стабилизация качества выпускаемой продукции или обеспечение заданных значений параметров готовых изделий;
- достижение оптимальной загрузки оборудования;
- оптимизация режимов работы технологического оборудования.
При постановке задач оптимизации наряду с критериями должны быть заданы ограничения на все параметры и переменные технологического процесса, т. е. допустимые изменения, которые определяют функционирование технологического процесса. Достижение поставленных задач осуществляется реализацией функций. На вычислительную технику возложены задачи управления пуском и остановом технологического оборудования, контроля его состояния и защиты от перегрузок, поддержания заданного режима работы оборудования и стабилизации отдельных технологических параметров, оптимизации качественных и количественных показателей работы отдельных агрегатов и технологического объекта в целом и т.п.
С функциональной точки зрения АСУТП представляет собой программно-технический комплекс (ПТК или автоматизированный технологический комплекс - АТК), осуществляющий во взаимодействии с человеком ввод, обработку и отображение сигналов, характеризующих состояние технологического процесса (ТП), а также, при необходимости, выработку управляющего воздействия для управления ТП. ТОУ и АСУТП функционируют совместно. Совокупность ТОУ и АСУТП образует программно-технический комплекс или управляющий вычислительный комплекс.
Обобщенная функциональная структура АСУТП показана на рисунке 1, она иллюстрирует организацию работы АСУТП.
Функции АСУТП следует отличать от функций, выполняемых всем комплексом технических средств системы или его отдельными устройствами. Они могут быть управляющими, информационными и вспомогательными.
Управляющие функции АСУТП — это выработка и реализация управляющих воздействий на ТОУ. Управляющие функции реализуются процедурами блока формирования управляющих воздействий, в котором в соответствии с заложенными алгоритмами и инструкциями формируются управляющие решения и соответствующие воздействия на ТОУ и блок задания в целях максимизации или минимизации критерия оптимальности. Сформированные управляющие воздействия реализуются на ТОУ исполнительными органами.

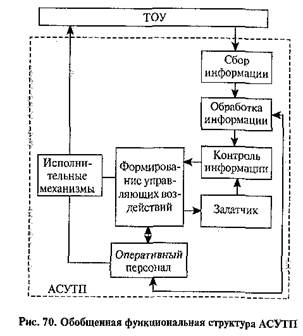
рис.1
Информационные функции АСУТП — это функции системы по сбору, обработке и предоставлению информации о состоянии ТОУ оператору или на последующую обработку в блок формирования управляющих воздействий. В процессе обработки информации выполняются операции суммирования, сглаживания, вычисления косвенных показателей, которые не могут быть определены непосредственно при контроле сопоставления текущих значений параметров технологического процесса с заданными. Одновременно могут осуществляться подготовка и передача информации в смежные системы управления, обобщение результатов и прогноз состояния ТОУ и технологического оборудования. Отличительной особенностью управляющих и информационных функций АСУТП является их направленность на конкретного потребителя.
Вспомогательные функции обеспечивают решение внутрисистемных задач. В отличие от управляющих и информационных функций АСУТП они предназначены для обеспечения собственного функционирования автоматизированной системы управления.
Общее в функциональной структуре АСУТП и функциональной схеме системы регулирования то, что в обеих сохраняются основные функции — измерение, сопоставление, вычисление и организация регулирующего (управляющего) воздействия. Однако вследствие необходимости обработки чрезвычайно больших потоков информации, поступающих в ТОУ, сложности этой обработки, применения алгоритмов принятия оптимальных решений, необходимости корректировки совокупности параметров ТОУ АСУТП- приобрела качественно новое свойство — обеспечение в соответствии с заданным критерием управления наилучших результатов функционирования всего технологического процесса.
При планировании, проведении и обобщении разработок АСУТП следует иметь в виду их разнообразие. В основу классификации положены следующие принципы: выбор систем-аналогов на ранних этапах разработки АСУТП, оценка необходимых ресурсов при укрупненном планировании работ по созданию АСУТП, определение качества (научно-технического уровня), определение степени полезности АСУТП в условных единицах.
АСУТП классифицируют в основном по:
- уровню, занимаемому ТОУ и АСУТП в структуре предприятия;
- по характеру протекания технологического процесса во времени;
- по показателю условной информационной мощности ТОУ;
- по уровню функциональной надежности АСУТП;
- по типу функционирования АСУТП.
По уровню, занимаемому ТОУ в структуре предприятия, АСУТП делят на три подкласса:
- АСУТП нижнего уровня (технологические агрегаты, установки, участки);
- АСУТП верхнего уровня (группы установок, цехи, производства);
- АСУТП многоуровневые (включают АСУТП нижнего уровня).
Число уровней управления определяется масштабностью предприятия, численностью отдельных технологических процессов, их взаимосвязями между собой, структурой производства в целом.
По характеру протекания технологического процесса во времени различают:
Н-АСУ непрерывным технологическим процессом, характер протекания — с длительным поддержанием режимов, близких к установившимся, и практически безостановочной подачей сырья и реагентов, что создает хорошие условия для организации непрерывного сбора информации о ТОУ с помощью датчиков и ввода этой информации непосредственно в ЭВМ АСУТП. После обработки информации в ЭВМ принятые решения и соответствующие управляющие воздействия могут непосредственно передаваться из АСУТП на ТОУ;
П-АСУ непрерывно-дискретным технологическим процессом с сочетанием непрерывных и прерывистых режимов функционирования технологических агрегатов или на различных стадиях процесса;
Д-АСУ дискретным технологическим процессом с незначительной продолжительностью технологических операций. Дискретные процессы характеризуются большим числом изделий, информация о которых частично может формироваться и вводиться в АСУТП автоматически от датчиков, а частично — вручную от различных устройств регистрации и ввода информации. После обработки информации и формирования рекомендаций последние передаются непосредственно оперативно-производственному персоналу, который реализует их на ТОУ.
По показателю условной информационной мощности в зависимости от числа параметров объекта системы делят на пять групп.
По уровню функциональной надежности системы классифицируют на АСУТП с минимальным уровнем (не требует регламента); АСУТП со средним уровнем (с регламентом, но отказы не приводят к остановке работы ТОУ); АСУТП высокого уровня (с жестким регламентом, так как отказы в управлении могут привести к остановке ТОУ или авариям),
По типу функционирования АСУТП разделяют по совокупности автоматически выполняемых информационных и управляющих функций системы:
И-АСУТП информационная автоматически выполняет только информационные функции без программно-технического комплекса (ПТК), а решение по управлению принимает и реализует оператор;
Л-АСУТП локально-автоматическая с ПТК автоматически выполняет информационные функции и функции локального управления (регулирования). Решения по управлению в целом принимает и реализует оператор;
С-АСУТП советующая с ПТК автоматически выполняет функции информационные, локального управления и с помощью модели процесса формирует советы по выбору управляющих воздействий с учетом критерия;
А-АСУТП автоматическая выполняет автоматически все функции, включая управление процессом по критерию. В состав системы могут входить ПТК, выполняющий функции центрального управляющего устройства (супервизорное управление), и ПТК, выполняющий функции прямого цифрового управления.
И-АСУТП информационная наиболее проста, функциональная структура этой системы показана на рисунке 2.
На ТОУ размещены датчики различных технологических параметров, информация от которых поступает либо непосредственно на автоматические системы регулирования и защиты, либо на пульт управления. С пульта управления оператор на основании полученной информации о состоянии технологического процесса подает управляющие воздействия через исполнительные механизмы.

Рис. 2. Структура АСУТП, функционирующей без ПТК
Л-АСУТП, имеющая программно-технический комплекс (рис.3), обрабатывает информацию от ТОУ и других АСУ, определяет комплексные технологические и технико-экономические показатели, на основании которых оперативный персонал оценивает ход технологического процесса и контролирует состояние и работу оборудования. Данные из информационно-вычислительного комплекса выводятся на пульт управления или передаются в вышестоящую АСУ. Управляющие воздействия направляются с пульта управления и через исполнительные механизмы реализуются в ТОУ.
С-АСУТП с ПТК в режиме «советчика» имеет аналогичную Л-АСУТП функциональную структуру. Отличие состоит в том, что в ПТК С-АСУТП поступающая информация анализируется и оперативному персоналу выдаются решения-советы по управлению ТОУ. На оперативный персонал в этих системах возлагаются функции принятия окончательных решений и организации воздействий на ТОУ. Эта система эффективна в случаях, когда объект недостаточно изучен, опробуются новые способы управления, учитываются функциональные возможности человека-оператора.
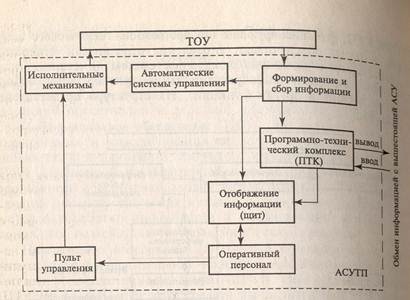
Рис. 3. Структура АСУТП, выполняющей информационные функции
А-АСУТП с ПТК, выполняющим функции супервизорного управления, т.е. многопрограммного режима работы вычислительной системы, — это система, в которой программно-технический комплекс включен в замкнутый контур автоматического управления (рис.4). Из функциональной структуры этой системы видно, что на основании поступающей информации и ее обработки ПТК формирует в качестве управляющих воздействий задания на контуры автоматического регулирования и непосредственно выставляет их на регуляторах. Роль оперативного персонала в данном случае сводится к контролю функционирования ПТК. Оператор вмешивается в ход процесса управления лишь в непредвиденных аварийных ситуациях. Эти системы очень эффективны, так как в стандартных режимах они работают в течение длительного времени автоматически и позволяют вести технологические процессы в режимах, близких к оптимальным.

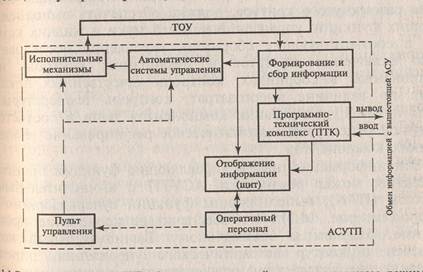
Рис.4.Структура АСУТП, функционирующей в супервизорном режиме управления.
А-АСУТП с ПТК, выполняющим функции непосредственного цифрового управления (системы с непосредственным цифровым управлением), — это система, в которой программно-технический комплекс выполняет функции регуляторов по формированию регулирующих воздействий (рис. 5). По этой схеме регулирующие воздействия передаются непосредственно через исполнительные механизмы на ТОУ, регуляторы используют лишь в качестве резерва. ПТК позволяет программно реализовать любой закон регулирования и создает возможности для разработки гибких систем, так как простой сменой программы легко изменить закон регулирования.
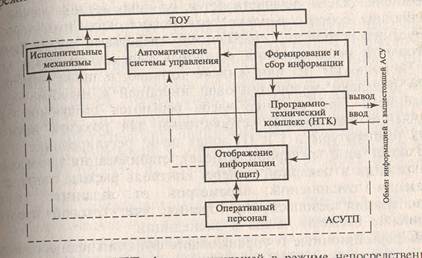
Рис.5. Структура АСУТП, функционирующей в режиме непосредственного цифрового управления.
При разработке АСУТП можно создать комбинированные типы, в которых реализуются одновременно функции «советчика» и супервизорного управления и т. п. Различные функции могут быть реализованы для различных контуров управления в зависимости от степени их изученности, влияния на ход управляемого технологического процесса.
Вместе с тем в мясной и молочной промышленности целесообразно классифицировать системы управления по математическому признаку объектов управления, числу контролируемых и управляемых параметров, уровню автоматизации систем управления, принципу управления объектами, степени интеграции.
По математическому признаку системы управления могут быть разделены на программно-логические, системы оптимального управления (оптимизационные) и оперативно-диспетчерские.
В иерархических системах управления технологическими процессами наиболее часто встречаются различные сочетания перечисленных математических признаков объектов управления.
Системы управления, функционирование объектов которых осуществляется по программно-логическим и оперативно-диспетчерским алгоритмам, включают двухуровневые системы. На нижнем уровне этих систем управление отдельными машинами, агрегатами или технологическими линиями осуществляется по программно-логическому алгоритму с условным или безусловным переходом, а на верхнем уровне решаются задачи по алгоритмам оперативно-диспетчерского характера.
Например, в цехе убоя скота и разделки туш управление транспортными системами линии убоя, отдельными машинами и механизмами при соответствующем уровне их механизации может осуществляться по алгоритмам программно-логического управления. Управление процессом подготовки скота для убоя, распределение трудовых ресурсов по отдельным линиям и операциям, корректировка графиков работы отдельных линий, распределение ремонтного персонала в случае поломки или аварии осуществляются на верхнем уровне с помощью алгоритмов оперативно-диспетчерского управления. Другим примером систем управления этого класса являются системы управления жестянобаночного производства консервного завода.
Системы управления, которые функционируют одновременно по программно-логическим, оптимизационным и оперативно-диспетчерским алгоритмам, отличаются от других систем тем, что на верхнем уровне решаются задачи оперативно-диспетчерского управления, а на нижнем — оптимизационного и программно-логического.
Одноуровневые системы управления не имеют аппаратурной, или жесткой, информационной связи с управляющей системой среднего уровня. В комплекс технических средств одноуровневых систем входят в основном микропроцессоры, аналоговые или цифровые регуляторы. Такие системы управляют отделением приемки мясных туш на холодильнике, стерилизатором непрерывного действия, отделением посола и созревания колбасного фарша, складом готовой продукции.
Двухуровневые системы управления координируют работу ряда объектов нижнего уровня, охватывающих всю технологическую линию, цех или производство. Характерной особенностью их является то, что, объединяя все системы нижнего уровня в единую, они не имеют жесткой информационной связи с АСУТП. Примером двухуровневой системы управления является АСУТП цеха розлива молочных продуктов, охватывающая процессы розлива, хранения и реализации готовой продукции, но не имеющая непосредственной связи с АСУТП завода.
Наибольший эффект от функционирования систем управления может быть получен в том случае, когда разработку технологического оборудования и АСУ ведут взаимосвязано, как для единого комплекса.
На рис. 6 приведена общая функциональная схема современного производства.
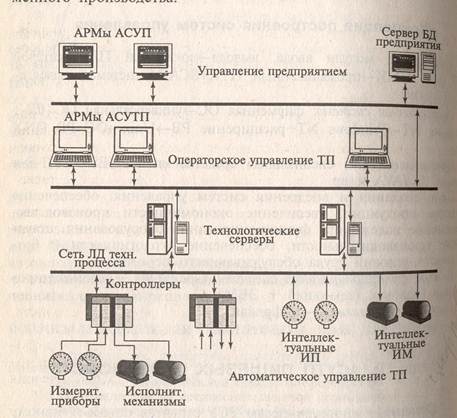
Рисунок 6- Общая функциональная схема современного производства
Нижний уровень этой схемы составляют измерительные приборы и исполнительные механизмы. Приборы могут быть аналоговыми или цифровыми (интеллектуальными). Аналоговые представляют измеренную величину в форме определенного значения напряжения или силы тока. Цифровые приборы имеют встроенные логические схемы, они представляют измеренную величину в виде сигнала, соответствующего спецификации протокола передачи данных, определенного для этих устройств. Для обмена информацией с приборами первого вида необходимо использовать аналого-цифровые и цифро-аналоговые преобразователи. С приборами второго типа можно обмениваться информацией непосредственно по сети передачи данных.
Следующий уровень — контроллеры. Они выполняют функции автоматического управления технологическим процессом. Целью управления является выдача сигналов на исполнительные механизмы в результате обработки данных о состоянии технологических параметров, полученных посредством измерительных приборов, по определенным алгоритмам.
Серверы технологических данных обеспечивают обмен информацией между технологическими устройствами и сетью персональных компьютеров. Они поддерживают протокол работы с технологическими устройствами и протокол работы с сетью персональных компьютеров.
Данные о текущих параметрах технологического процесса могут быть использованы для контроля ее состояния и управления им с автоматизированных рабочих мест операторов; для архивирования истории изменения технологических параметров; для формирования суммарных отчетных форм в целях предоставления информации руководящему персоналу.
АРМ – автоматизированное рабочее место – это комплекс объединенных между собой технических модулей, обеспеченный программными средствами и способный реализовать законченную информационную технологию – т.е. комплекс технического и программного обеспечения. Частью АРМа технолога-оператора является SCADA-система. SCADA (Supervisory Control And Data Acquisition) – это набор инструментальных средств и исполнительных модулей, позволяющих вести мониторинг (непрерывное наблюдение, контроль), осуществлять анализ и управление параметрами технологического процесса.
В данной схеме SCADA-система представлена серверами технологических данных и автоматизированными рабочими местами (АРМ) операторов.
Отметим функции SCADA-систем:
- Сбор, первичная обработка и накопление информации о параметрах технологического процесса и состоянии оборудования промышленных контроллеров и других цифровых устройств, непосредственно связанных с технологической аппаратурой.
- Отображение информации о текущих параметрах технологического процесса на экране ПЭВМ в виде графических мнемосхем.
- Отображение графиков текущих значений технологических параметров в реальном времени за заданный интервал.
- Обнаружение критических (аварийных) ситуаций.
- Вывод на экран ПЭВМ технологических и аварийных сообщений.
- Архивирование истории изменения параметров технологического процесса.
- Оперативное управление технологическим процессом.
- Предоставление данных о параметрах технологического процесса для их использования в системах управления предприятием.
На верхнем уровне управления производством в целом основой решения задач управления являются отдельные информационные сети, связывающие АРМы управляющего персонала на разных участках с планирующими подразделениями. Эти сети взаимодействуют с корпоративной сетью всего предприятия.
На рис. 7 приведена структурная схема АСУТП молочного предприятия.
Первый уровень состоит из автоматизированных систем, обеспечивающих получение информации о ходе технологического процесса непосредственно на агрегате, установке или линии, управление процессом и передачу информации на следующий иерархический уровень. Как правило, каждый из видов технологического оборудования оснащается локальной системой управления.
При этом обработка информации, ее представление оператору, выработка команд управления осуществляется техническими средствами локальных устройств. Более прогрессивным является оснащение технологического оборудования комплексом преобразователей технологических параметров, исполнительных механизмов локальными микропроцессорными устройствами для обработки информации. В этом случае информация от первого уровня передается на второй иерархический уровень для представления оператору и выработки команды управления процессами.
Второй уровень образован системами, функцией которых является автоматизированное управление технологическими участками на основе информации, полученной от систем первого уровня. На этом уровне осуществляется координация управления работой агрегатов, установок и линий соответствующего технологического участка и взаимосвязь со смежными участками.
Третий уровень представляет собой централизованную управляющую систему, решающую задачи оперативной диспетчеризации и координации управления технологическими участками в соответствии с задачами АСУ предприятия и вспомогательного производства.
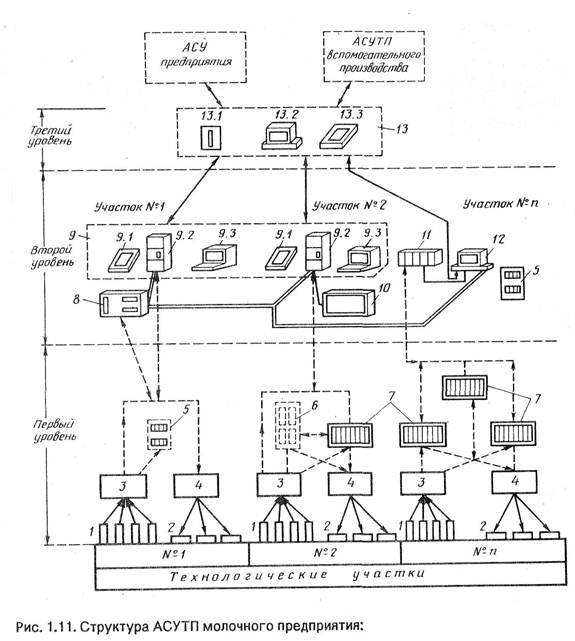
Рисунок 7
1 - преобразователи технологических параметров, установленные на технологическом оборудовании (датчики); 2 - клапаны, электродвигатели технологического оборудования; 3 - преобразователи, сигнализаторы параметров, блоки питания, устанавливаемые на щитах; 4 - электропневмопреобразователи клапанов, пусковая аппаратура электродвигателей; 5 - вторичные приборы; 6 - регуляторы; 7 - локальные микропроцессорные контроллеры; 8 – сетевой специализированный микропроцессорный контроллер, например для нормализации молока; 9-ПТК: 9.1 - печатающее устройство; 9.2 - микро-ЭВМ и УСО; 9.3 - видеотерминал; 10 - цветной графический монитор; 11 - сетевой микропроцессорный контроллер; 12 - персональная ЭВМ; 13 - персональная ЭВМ третьего уровня: 13.1 - внешнее запоминающее устройство (винчестер); 13.2 - ЭВМ и видеотерминал; 13.3 - печатающее устройство.
На каждом из рассматриваемых уровней управления должна обеспечиваться реализация следующих функций АСУТП.
На первом уровне:
- измерение технологических параметров, обработка и передача сигналов на второй уровень;
- регулирование заданных значений технологических параметров;
- формирование управляющих воздействий на исполнительные механизмы (клапаны, насосы, мешалки);
- автоматическое управление по заданным алгоритмам отдельными технологическими установками и линиями от локальных устройств;
- сбор и передача на второй уровень сигналов о состоянии исполнительных механизмов, срабатывании защиты блокировок.
На втором уровне:
- отображение оперативной информации о технологических параметрах и состоянии технологического оборудования, а также вводимых оператором команд и данных;
- формирование и передача управляющих воздействий непосредственно на исполнительные механизмы оборудования (при необходимости);
- автоматическое управление по заданной программе и командам оператора работой агрегатов, установок и линий, входящих в технологический участок;
- координирование режимов работы участка со смежными;
- регистрация информации о работе технологического участка на печатающем устройстве;
- сбор, обработка и передача информации о работе участка на следующий уровень.
На третьем уровне:
- диспетчеризация режимов работы технологических участков и координация их взаимодействий с вспомогательным производством;
- введение баз данных и регистрация текущей и интегрированной информации о состоянии технологических участков в виде документации, обеспечивающей анализ и учет работы;
- прием и обработка информации из автоматизированной системы управления (АСУ) предприятием и вспомогательным производством и представление подготовленной информации оператору, а также сбор, обработка и передача требуемой информации о работе технологических участков в АСУ предприятия и вспомогательного производства.
Соответственно и специфичны средства автоматизации, используемые в системах управления каждого из уровней.
Основу первого уровня составляют измерительные преобразователи технологических параметров в унифицированные сигналы, сигнализаторы технологических параметров, вторичные приборы и регуляторы, исполнительные механизмы, электропусковая аппаратура, преобразователи сигналов, локальные микропроцессорные контроллеры.
Системы управления второго уровня должны базироваться, как правило, на применении управляющих вычислительных комплексов, в состав которых входят базовая ЭВМ, устройств связи с объектом, видеотерминалы и печатающее устройство, или сетевых микропроцессорных контроллеров и персональных ЭВМ.
Вся информация, необходимая для принятия решений по управлению технологическим процессом, отображается на экране цветных мониторов и видеотерминальных устройств. Ввод команд, инструкций и данных осуществляется оператором с их клавиатуры. Информация о технологических параметрах и состоянии оборудования, а также команды управления передаются через устройства связи с объектом УСО или от локальных МПК через сетевой МПК в ЭВМ.
При использовании распределенных систем микропроцессорных контроллеров ко второму уровню обычно относят сетевые контроллеры и персональные ЭВМ, используемые как автоматизированное рабочее место оператора. Локальные микропроцессорные контроллеры для логико-программного управления и регулирования технологическими процессами относят к аппаратуре первого уровня.
Для заводов малой и средней мощности на втором уровне возможно использование вторичных измерительных приборов и мнемонических схем для отображения информации пусковой аппаратуры дистанционного управления и микропроцессорных контроллеров для обработки информации.
В системах управления третьего уровня применяют ПТК или персональные ЭВМ, специфицированные в виде операторских станций и обеспечивающие поддержку и манипулирование достаточно мощными базами данных. В АСУТП предприятий молочной и мясной промышленности важное место занимает обмен информацией между технологическими участками по горизонтали, а также по вертикали между уровнями в пределах одного участка. Наиболее эффективно протоколы и интерфейсы компонентов АСУТП реализуются при помощи локальной сети, а также стандартизированных интерфейсов связи между МПК, УВК и персональными ЭВМ.
В молочной и мясной промышленности целесообразно использовать двухуровневые системы управления с декомпозицией основного производства молочного предприятия на технологические участки. Эти системы могут применяться как на заводах средней мощности, так и на крупных предприятиях. Однако на заводах с большим объемом производства и ассортиментом готовой продукции в перспективе следует использовать трехуровневые системы управления.
На небольших предприятиях целесообразно применять одноуровневые системы управления с локальными устройствами автоматизации, комплектуемыми вместе с оборудованием.
Примеры.
Программа infinity hmi, предназначена для создания мнемосхем, пультов операторов, управления технологическим процессом на расстоянии (возможно управление даже по сотовому телефону).
Конфигуратор показывает дерево сигналов - входные сигналы с контроллера: в – дискретные сигналы, f – аналоговые (в единицах измерения) (Vhod) и выходные на контроллер (в нашем случае они отсутствуют, так как нет контроллера).
Сигналы можно задать жестко, например, в нашем случае, уровень шоколада в темперирующей машине не может превышать 45 см.
Мнемосхемы положены в основу управления оборудованием с сенсорной панели или tauchsckren.)
Примеры экранов АРМ: