 2014-02-02
2014-02-02 9533
9533Обобщенная функциональная схема АСУ предприятия
С функциональной точки зрения АСУТП представляет собой программно-технический комплекс (ПТК или автоматизированный технологический комплекс - АТК), осуществляющий во взаимодействии с человеком ввод, обработку и отображение сигналов, характеризующих состояние технологического процесса (ТП), а также, при необходимости, выработку управляющего воздействия для управления ТП. ТОУ и АСУТП функционируют совместно. Совокупность ТОУ и АСУТП образует программно-технический комплекс.
Обобщенная функциональная структура АСУТП показана на рис. 3.1, она иллюстрирует организацию работы АСУ ТП..
Функции АСУТП следует отличать от функций, выполняемых всем комплексом технических средств системы или его отдельными устройствами. Они могут быть управляющими, информационными и вспомогательными.
Управляющие функции АСУТП — это выработка и реализация управляющих воздействий на ТОУ. Управляющие функции реализуются процедурами блока формирования управляющих воздействий, в котором в соответствии с заложенными алгоритмами и инструкциями формируются управляющие решения и соответствующие воздействия на ТОУ и блок задания в целях максимизации или минимизации критерия оптимальности. Сформированные управляющие воздействия реализуются на ТОУ исполнительными органами.

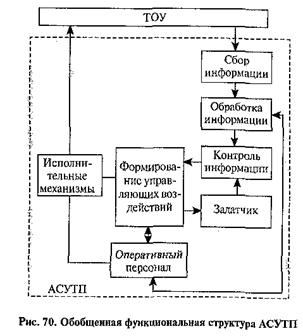
рис.3.1
Информационные функции АСУТП — это функции системы по сбору, обработке и предоставлению информации о состоянии ТОУ оператору или на последующую обработку в блок формирования управляющих воздействий. В процессе обработки информации выполняются операции суммирования, сглаживания, вычисления косвенных показателей, которые не могут быть определены непосредственно при контроле сопоставления текущих значений параметров технологического процесса с заданными. Одновременно могут осуществляться подготовка и передача информации в смежные системы управления, обобщение результатов и прогноз состояния ТОУ и технологического оборудования. Отличительной особенностью управляющих и информационных функций АСУТП является их направленность на конкретного потребителя.
Вспомогательные функции обеспечивают решение внутрисистемных задач. В отличие от управляющих и информационных фун кций АСУТП они предназначены для обеспечения собственного функционирования автоматизированной системы управления.
кций АСУТП они предназначены для обеспечения собственного функционирования автоматизированной системы управления.
Общее в функциональной структуре АСУТП и функциональной схеме системы регулирования то, что в обеих сохраняются основные функции — измерение, сопоставление, вычисление и организация регулирующего (управляющего) воздействия. Однако вследствие необходимости обработки чрезвычайно больших потоков информации, поступающих в ТОУ, сложности этой обработки, применения алгоритмов принятия оптимальных решений, необходимости корректировки совокупности параметров ТОУ АСУТП- приобрела качественно новое свойство — обеспечение в соответствии с заданным критерием управления наилучших результатов функционирования всего технологического процесса.
По уровню, занимаемому ТОУ в структуре предприятия, АСУТП делят на три подкласса: АСУТП нижнего уровня (технологические агрегаты, установки, участки); АСУТП верхнего уровня (группы установок, цехи, производства); АСУТП многоуровневые (включают АСУТП нижнего уровня). Число уровней управления определяется масштабностью предприятия, численностью отдельных технологических процессов, их взаимосвязями между собой, структурой производства в целом.
На ТОУ размещены датчики различных технологических параметров, информация от которых поступает либо непосредственно на автоматические системы регулирования и защиты, либо на пульт управления. С пульта управления оператор на основании полученной информации о состоянии технологического процесса подает управляющие воздействия через исполнительные механизмы.
По математическому признаку системы управления могут быть разделены на программно-логические, системы оптимального управления (оптимизационные) и оперативно-диспетчерские.
В иерархических системах управления технологическими процессами наиболее часто встречаются различные сочетания перечисленных математических признаков объектов управления.
Системы управления, функционирование объектов которых осуществляется по программно-логическим и оперативно-диспетчерским алгоритмам, включают двухуровневые системы. На нижнем уровне этих систем управление отдельными машинами, агрегатами или технологическими линиями осуществляется по программно-логическому алгоритму с условным или безусловным переходом, а на верхнем уровне решаются задачи по алгоритмам оперативно-диспетчерского характера. Например, в цехе убоя скота и разделки туш управление транспортными системами линии убоя, отдельными машинами и механизмами при соответствующем уровне их механизации может осуществляться по алгоритмам программно-логического управления. Управление процессом подготовки скота для убоя, распределение трудовых ресурсов по отдельным линиям и операциям, корректировка графиков работы отдельных линий, распределение ремонтного персонала в случае поломки или аварии осуществляются на верхнем уровне с помощью алгоритмов оперативно-диспетчерского управления. Другим примером систем управления этого класса являются системы управления жестянобаночного производства консервного завода.
Системы управления, которые функционируют одновременно по программно-логическим, оптимизационным и оперативно-диспетчерским алгоритмам, отличаются от других систем тем, что на верхнем уровне решаются задачи оперативно-диспетчерского управления, а на нижнем — оптимизационного и программно-логического.
Одноуровневые системы управления не имеют аппаратурной, или жесткой, информационной связи с управляющей системой среднего уровня. В комплекс технических средств одноуровневых систем входят в основном микропроцессоры, аналоговые или цифровые регуляторы. Такие системы управляют отделением приемки мясных туш на холодильнике, стерилизатором непрерывного действия, отделением посола и созревания колбасного фарша, складом готовой продукции.
Двухуровневые системы управления координируют работу ряда объектов нижнего уровня, охватывающих всю технологическую линию, цех или производство. Характерной особенностью их является то, что, объединяя все системы нижнего уровня в единую, они не имеют жесткой информационной связи с АСУТП. Примером двухуровневой системы управления является АСУТП цеха розлива молочных продуктов, охватывающая процессы розлива, хранения и реализации готовой продукции, но не имеющая непосредственной связи с АСУТП завода.
Наибольший эффект от функционирования систем управления может быть получен в том случае, когда разработку технологического оборудования и АСУ ведут взаимосвязано, как для единого комплекса.
На рис. 3.2 приведена общая функциональная схема современного производства.

Рис. 3.2. Общая функциональная схема современного производства
Нижний уровень это схемы составляют измерительные приборы и исполнительные механизмы. Приборы могут быть аналоговыми или цифровыми (интеллектуальными). Аналоговые представляют измеренную величину в форме определенного значения напряжения или силы тока. Цифровые приборы имеют встроенные логические схемы, они представляют измеренную величину в виде сигнала, соответствующего спецификации протокола передачи данных, определенного для этих устройств. Для обмена информацией с приборами первого вида необходимо использовать аналого-цифровые и цифро-аналоговые преобразователи. С приборами второго типа можно обмениваться информацией непосредственно по сети передачи данных.
Следующий уровень — контроллеры. Они выполняют функции автоматического управления технологическим процессом. Целью управления является выдача сигналов на исполнительные механизмы в результате обработки данных о состоянии технологических параметров, полученных посредством измерительных приборов, по определенным алгоритмам.
Серверы технологических данных обеспечивают обмен информацией между технологическими устройствами и сетью персональных компьютеров. Они поддерживают протокол работы с технологическими устройствами и протокол работы с сетью персональных компьютеров.
Данные о текущих параметрах технологического процесса могут быть использованы для контроля ее состояния и управления им с автоматизированных рабочих мест операторов; для архивирования истории изменения технологических параметров; для формирования суммарных отчетных форм в целях предоставления информации руководящему персоналу.
АРМ – автоматизированное рабочее место – это комплекс объединенных между собой технических модулей, обеспеченный программными средствами и способный реализовать законченную информационную технологию – т.е. комплекс технического и программного обеспечения. Частью АРМа технолога-оператора является SCADA-система. SCADA (Supervisory Control And Data Acquisition) – это набор инструментальных средств и исполнительных модулей, позволяющих вести мониторинг (непрерывное наблюдение, контроль),осуществлять анализ и управление параметрами технологического процесса.
В данной схеме SCADA-система представлена серверами технологических данных и автоматизированными рабочими местами (АРМ) операторов.
Отметим функции SCADA-систем:
· Сбор, первичная обработка и накопление информации о параметрах технологического процесса и состоянии оборудования промышленных контроллеров и других цифровых устройств, непосредственно связанных с технологической аппаратурой.
· Отображение информации о текущих параметрах технологического процесса на экране ПЭВМ в виде графических мнемосхем.
· Отображение графиков текущих значений технологических параметров в реальном времени за заданный интервал.
· Обнаружение критических (аварийных) ситуаций.
· Вывод на экран ПЭВМ технологических и аварийных сообщений.
· Архивирование истории изменения параметров технологического процесса.
· Оперативное управление технологическим процессом.
· Предоставление данных о параметрах технологического процесса для их использования в системах управления предприятием.
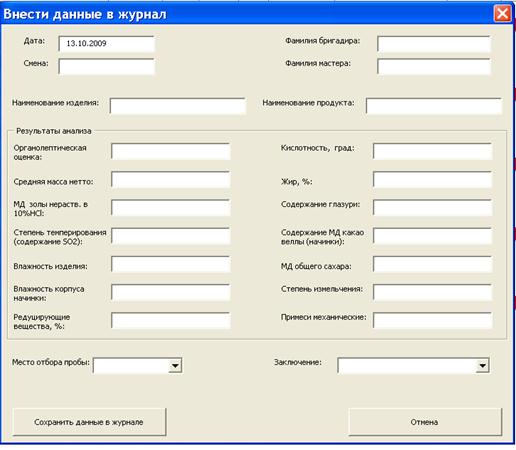
Примеры экранов АРМов..
Программа infinity hmi, предназначена для создания мнемосхем, пультов операторов, управления технологическим процессом на расстоянии (возможно управление даже по сотовому телефону).
Конфигуратор показывает дерево сигналов - входные сигналы с контроллера: в – дискретные сигналы, f – аналоговые (в единицах измерения) (Vhod) и выходные на контроллер (в нашем случае они отсутствуют, так как нет контроллера).
Сигналы можно задать жестко, например, в нашем случае, уровень шоколада в темперирующей машине не может превышать 45 см.
Мнемосхемы положены в основу управления оборудованием с сенсорной панели или tauchsckren.).
На рис. 3.3, 3.4, 3.5 приведены примеры экранов АРМов шоколадного цеха и лаборатории.


На небольших предприятиях целесообразно применять одноуровневые системы управления с локальными устройствами автоматизации, комплектуемыми вместе с оборудованием.

