 2014-02-05
2014-02-05 1264
1264ПРИМЕНЕНИЕ ЦИКЛИЧЕСКОЙ ВИБРАЦИИ
Основные проблемы Краснодарского комбината индустриального домостроения (ЗАО «ОБД») при производстве объемных блоков (рис.7.9):
1) в производственном процессе применяется высокоподвижная керамзитобетонная смесь (с осадкой конуса 18…20 см), приводящая к низкому темпу набора прочности бетона даже в условиях тепловой обработки (табл.7.4);
2) как следствие, продолжительность первой стадии прогрева (в формовочной установке) составляет пять-шесть часов (вместо проектной 2 ч 45 мин), что делает невозможным освоение проектной мощности;
3) прогрев блоков производится смонтированными в сердечнике спиральными электронагревателями, что связано с концентрацией теплового потока в верхней части сердечника и недопустимо высоким температурным перепадом по объему твердеющей конструкции, достигающему 60…65 °С (рис.7.10);
4) укладка смеси сопровождается гидростатическим давлением, деформирующем элементы сердечника и бортов, что приводит к немедленному трещинообразованию блока (появлению до шести и более вертикально ориентированных трещин с шириной раскрытия 0,5…1,0 мм) при удалении обжимающей оснастки;
5) после прогрева в формовочной установке распалубленные блоки с сердечником передаточной тележки направляются в туннельную камеру вторичной тепловой обработки (также оснащенной электронагревателями), в которой происходит пересушивание керамзитобетона и ухудшение его физико-механических свойств;
6) на посту извлечения сердечника трещинообразование усугубляется, что, нередко вынуждает объемные блоки, предназначенные для нижних этажей, монтировать на верхних этажах зданий.
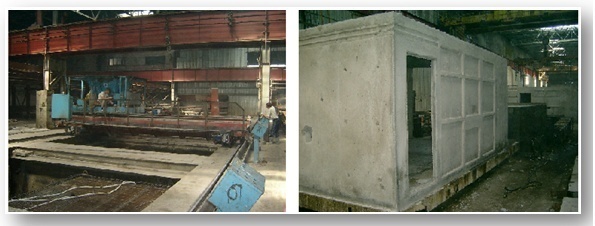
Рис.7.9.Технологическая линия производства объемных блок-комнат на
Краснодарском комбинате индустриального домостроения ЗАО «ОБД»
Таблица 7.4
Свойства контрольных образцов, изготовленных обычным методом и с
циклическим вибрированием
| Технология изготовления | Ед. изм. | Величина показателей через | ||||
| часов прогрева | 16 ч осты-вания | |||||
| 1. Обычное производство: средняя плотность прочность при сжатии | кг/м3 МПа | 1,14 | 4,46 | 6,09 | 8,14 | 13,79 |
| 2. С циклической вибрацией: средняя плотность прочность при сжатии | кг/м3 МПа | 1,25 | 4,92 | 6,71 | 9,69 | 16,89 |
Отмеченные и многие другие проблемы требовали оперативного решения. В составе хоздоговора №299 от 24.02.1989 г. («Разработать предложения по повышению эффективности работы Краснодарского комбината индустриального домостроения») ВНИПКИстройиндустрией (б. Южгипронисельстроем) были проведены соответствующие работы, включающие, в том числе, уточнение эффективности использования в технологическом процессе объемных элементов циклического вибрирования. Предполагалось, что вибрационная активация, осуществляемая в процессе первой стадии прогрева, снизит напряженность деформированной оснастки, интенсифицирует твердение бетона, позволит сократить продолжительность прогрева, улучшить физико-технические свойства блоков.
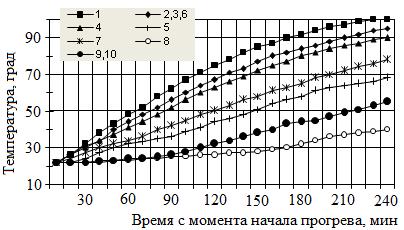
Рис.7.10. Температурные кривые твердения различных зон объемного
блока в процессе первой стадии прогрева (1…4,6 – средняя, 5 – нижняя,
7,9 – верхняя часть стен; 8 – плита пола; 10 – потолок)
Предварительно выполненными подготовительными экспериментальными работами определены параметры циклической виброактивации (время уплотнения: 65, 105 и 135 мин с момента начала прогрева; продолжительность вибрирования в каждом из сроков: 15, 20 и 30 с). Включение вибраторов формовочной машины при выпуске опытной партии блоков производили вручную с существующего пульта управления. Для снижения обезвоживания и вероятности разрушения поверхность потолка объемного элемента плотно накрывали полиэтиленовой пленкой (рис.7.11).

Рис.7.11. Изготовление объемного элемента с применением циклического вибрирования
В процессе циклического вибрирования вдоль бортов формовочной машины всплывал оголенный керамзитовый гравий, что свидетельствовало о частичном расслоении поверхностных слоев керамзитобетонной смеси. «Плавающие» закладные детали отклонялись от проектного положения и тонули в бетонной массе. Вдоль вибрирующих бортов выдавливалась бетонная смесь на высоту около 20…30 мм, что косвенно указывало на релаксацию напряженной оснастки и выдавливания определенного объема смеси из формовочных полостей.
Как видно из результатов испытаний контрольных образцов (табл.7.4), циклическое вибрирование, практически, не влияет на среднюю плотность керамзитобетона. В то же время, во все сроки испытания прочность циклически виброобработанных образцов на 10…20 % выше обычно изготовленных. Необходимая распалубочная (передаточная) прочность (5 МПа) при обычном производстве достигается через пять часов прогрева; при использовании циклической вибрации продолжительность первой стадии прогрева может быть доведена до четырех часов. Обращает на себя внимание тот факт, что через 16 ч остывания в форме виброактивированные образцы более чем на 10 % превысили проектную прочность (15 МПа) керамзитобетона и более чем на 20 % - прочность традиционно изготовленных образцов. Это обстоятельство говорит о возможности выдерживания циклически провибрированных конструкций в туннельной камере без дополнительного активного прогрева (при обеспечении условий медленного снижения температуры).
Визуальное обследование и испытание активированных и обычно изготовленных объемных элементов неразрушающим методом (ГОСТ 22690-88) показало следующее:
1) прочность виброактивированного бетона составляла 11…12 МПа (в отдельных зонах достигала 20 МПа), в то время как прочность обычно изготовленного бетона не превышала 8…9 МПа;
2) циклически обработанные объемные элементы характеризовались значительно меньшим трещинообразованием (на продольных стенах отдельных блоков зафиксировано одна – две вертикально направленных трещины с шириной раскрытия до 0,5 мм;
3) виброактивация способствует заметному улучшению качества поверхности стен, значительному уменьшению поверхностных пор и раковин, что снижает затраты при отделочных операциях.
Для предельного использования эффекта виброактивации при производстве объемных элементов комбинату рекомендовано выполнение следующих мероприятий:
1) на всех формовочных машинах целесообразно предусмотреть возможность уплотнения керамзитобетонной смеси методом «мембранной» вибрации, осуществляемой контактирующим со смесью листом, виброизолированным от силовой рамы бортовой оснастки;
2) полностью укомплектовать бортовую оснастку формовочных машин навесными вибраторами (при необходимости провести ревизию существующих вибраторов);
3) предусмотреть на всех формовочных машинах тепло-, влагозащитные шторы (например, из брезента или прорезиненной ткани) для предотвращения пересушивания потолка объемного элемента при термообработке и возможности осуществления более длительного режима вибрирования;
4) необходима стабильность в технологическом процессе продолжительности формования объемных элементов (устранение не предусмотренных технологией перерывов в период формовочных работ, непрерывная укладка бетонной смеси до полного заполнения формовочного объема);
5) закладные детали должны устанавливаться не ранее, чем после осуществления первых трех циклов уплотнения (целесообразно разработать и использовать специальные замковые устройства для их жесткой фиксации в проектном положении);
6) при отработке технологии следует подобрать рациональную продолжительность циклической виброобработки (особенно, в начальные сроки), откорректировать состав керамзитобетонной смеси для снижения ее расслаиваемости при виброактивации;
8) циклическая вибрация сопровождается повышенным адгезионным сцеплением бетона с металлом формы, в связи с чем, необходимы тщательная очистка от остатков бетонной смеси бортоснастки и сердечника и качественная смазка их рабочих поверхностей;
9) формовочные машины следует оснастить блоками управления вибраторами БУВ-01 (по одному на две установки) для автоматизации требуемого режима уплотнения; предусмотреть световую и звуковую сигнализации для предупреждения обслуживающего персонала о предстоящем включении навесных вибраторов;
10) обязать строительную лабораторию комбината осуществлять постоянный контроль основных технологических параметров (состава и свойств керазитобетонной смеси, продолжительности формовочных работ, своевременности начала термообработки и включения блоков автоматики, температурного режима первой стадии прогрева и др.);
11) производить оперативную передачу объемного элемента из фор-мовочной машины в туннельную камеру вторичной тепловой обработки; в последней для предотвращения пересушивания блоков предусмотреть возможность создания влажностных условий выдерживания твердеющих конструкций; для снижения неоправданных энергозатрат в туннельной камере можно предусмотреть не активный прогрев, а «термосное» выдерживание объемных блоков.

