 2014-02-02
2014-02-02 3046
3046От качества и стойкости применяемого инструмента зависят использование материальных ресурсов, производительность труда, себестоимость продукции и другие показатели.
Инструмент делится на:
- режущий (сверла, фрезы, резцы, зубила, шлифовальные круги и т. п.),
-мерительный (скобы, пробки, штангенциркули, микрометры и т. п.) и
- слесарно-сборочный (ключи, молотки, отвертки и т. п.).
К т е х н о л о г и ч е с к о й оснастке относятся приспособления, штампы, пресс-формы и т. п.
Оснастка технологическая в машиностроении - приспособления, предназначенные для установки и закрепления заготовок в требуемом положении относительно рабочих органов станка и режущих инструментов, служащие для транспортировки деталей или изделий (приспособления-спутники) и выполнения сборочных операций.
виды технологической оснастки:
- штампы для вырубки деталей из металла;
- прессформы;
- технологические приспособления и инструмент.
Весь инструмент на предприятии классифицируется по 10 группам, группа — на 10 подгрупп, подгруппа — на 10 видов, каждый вид — на 10 разновидностей
и т. д. При этом первая цифра обозначает класс инструмента, вторая
— подкласс, третья — группу и т. д.
Индексация состоит в присвоении каждому типоразмеру инструмента условного обозначения — шифра, образуемого по специальной системе, соответствующей принятой классификации. Такая классификация способствует рациональной организации учета и обращения инструмента, упрощает систему планирования, комплектования, хранения и выдачи инструмента на рабочие места, облегчает работу по стандартизации его производства, ремонта и восстановления.
Состав инструментального хозяйства и схема управления им определяется типом основного производства и объемами выпуска. Типовая структура инструментального хозяйства предприятия состоит из общезаводских и цеховых подразделений.
К общезаводским службам инструментального хозяйства относятся:
-инструментальный отдел;
-инструментальный цех;
-цех по ремонту и восстановлению технологической оснастки;
-отдел технологического надзора и метрологии;
-центральный инструментальный склад (ЦИС).
Рис. 9.1. Структура инструментального хозяйства
Задачи инструментального хозяйства:
1) Изготовление инструмента.
2) Приобретение инструмента.
3)Организация хранения и обслуживания цехов
4) Ремонт и восстановление инструмента. Заточка инструмента.
5) Одной из важных функций является организация технического надзора за эксплуатацией инструмента:
- его состоянием;
- соблюдением правил эксплуатации;
- выполнением правил хранения;
- правильной заточкой.
Потребность предприятия в инструменте и технологической оснастке (далее в инструменте) складывается из расходного и оборотного фондов.
Расходный фонд - это годовая потребность в инструменте для выполнения запланированного объема и номенклатуры продукции. Расчет потребности по каждому виду инструмента ведется по утвержденным нормам расхода и годовой производственной программы.
Оборотный фонд - запас инструмента (Zоб) для обеспечения нормальной работы производства, образующийся:
- из складских запасов: в ЦИСе и ИРК (Zскл);
- эксплуатационного фонда на рабочих местах (Zр);
- инструмента в заточке (Zз);
- инструмента в ремонте (Zрем);
- инструмента на контроле (Zк).

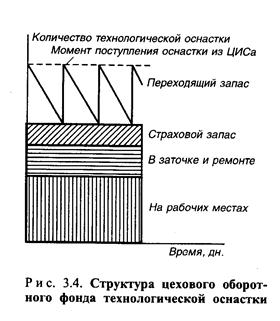
Технологическая оснастка, находящаяся в цеховой ИРК, состоит из двух составляющих: переходящего запаса, который изменяется от максимального своего значения в момент поставки из ЦИСа до полного его использования, и страхового запаса. На рис структура цехового оборотного фонда технологической оснастки.
Основная часть запаса техоснастки хранится в ЦИСе. Регулирование складских запасов универсальной и специальной оснастки, расходуемыой в больших количествах, осуществляется по системе «максимум-минимум». В соответствии с этой системой устанавливаются след. виды запасов:
- максимальный, который соответствует моменту поступления заказа на изготовление технологической оснастки.
Максимальный запас Z — такое количество инструмента, выше которого он не должен создаваться, так как это приведет к сверхнормативному запасу оборотных средств, сокращению их оборачиваемости, снижению рентабельности. Величина максимального запаса устанавливается при фиксированной периодичности пополнения запаса и определяется по формуле:
Zmax= Рср х Тпз +Zстрах
Рср- среднедневной расход инструмента, шт/дн;
Тпз- периодичность пополнения запаса техоснастки;
Zстрах- страховой запас
-минимальный, который соответствует полному использованию поступившей партии техоснастки на уровне страхового запаса.
Под минимальным уровнем запасов инструмента Zmin понимается
такой запас, ниже которого он не должен сокращаться, так как возникнут
перебои в снабжении цехов и произойдет остановка производства.
Минимальный запас равен величине страхового (резервного) запаса,
создаваемого на случай нарушения сроков и объема поставок инструмента.
Страховой запас представляет собой резерв, создаваемый на случай нарушения сроков и объемов поставок техоснастки.
Zстрах= Рср х Тз
Тз- период возможного запаздывания очередной поставки техоснастки, дн;
«Точка заказа», соответствующая величине запаса техоснастки, при котором необходимо сделать заказ на пополнение запаса:
Zтз=РсрхТизг
Тизг- время, необходимое для срочного изготовления оснастки или ее получения, дн
Планирование по системе максимум-минимум организуется для инструмента, расходуемого в больших количествах, в остальных случаях используется система планирования на заказ.
Система планирования на заказ. Она предполагает установление лимита (количества) расхода инструмента за месяц (квартал) по каждому типоразмеру инструмента для всех цехов предприятия. Выдача инструмента цехам производится только в пределах установленного лимита по лимитным картам. Аналогичная карта выдается ЦИС. Для получения инструмента цех предъявляет в ЦИС лимитную карту, в которой кладовщик ЦИС отмечает дату выдачи, количество выданного инструмента, остаток лимита и расписывается. По истечении месяца лимитная карта сдается в бухгалтерию для списания инструмента. Если лимит использован не полностью, в новой лимитной карте указывается его остаток. Такая система дает возможность осуществлять жесткий контроль за расходом инструмента и сократить количество документации по оформлению отпуска инструмента.

