 2014-02-05
2014-02-05 1592
1592Групповым технологическим процессом называется совокупность групповых технологических операций, обеспечивающих изготовление деталей группы (или нескольких групп) по общему технологическому маршруту. При групповом технологическом маршруте не исключено прохождение некоторых представителей или целых групп с пропуском отдельных операций.
Групповой (операционной) называется совокупность деталей, характеризуемая при обработке общностью оборудования, оснастки, наладки и технологического процесса (операционного). При создании групп принимают во внимание габариты деталей, так как они определяют типаж оборудования и размеры технологической оснастки. Кроме того, учитываются геометрическая форма, общность поверхностей, подлежащих обработке, общность базирования, точность и чистота обрабатываемых поверхностей, однородность заготовок, серийность, экономичность процесса.
При построении групповых процессов механической обработки за базовую берут характерную деталь данной группы, называемую комплексной. Под комплексной понимается реальная или условная (искусственно созданная) деталь, содержащая в своей конструкции все основные элементы, характерные для изделий данной группы, И являющаяся ее конструктивно-технологическим представителем. Основные элементы — поверхности определяющие
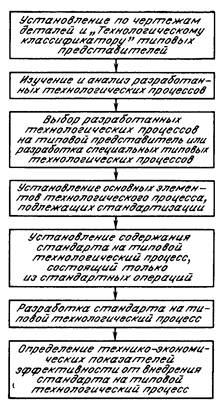
Рис. Последовательность работы по типизации и стандартизации технологических процессов
конфигурацию детали и технологические задачи, решаемые в процессе обработки.
Комплексная деталь служит основой при разработке группового процесса и инструментальных групповых наладок. Под групповой наладкой понимается подготовка станка и его оснастки, обеспечивающая обработку всех изделий данной группы с несложной подналадкой. Следовательно, составленный на комплексную деталь технологический процесс с небольшими дополнительными подналадками оборудования применим при изготовлении любого представителя данной группы.
Единая система технологической документации (ЕСТД) предусматривает стадии разработки технологической документации, увязанные со стадиями конструкторской разработки изделия, которым даны соответствующие литеры.
Ремонтное производство не связано с эскизным и техническим проектированием изделий, изготовлением и испытанием опытных образцов изделий, поэтому для него из стадий проектирования соответствующие этапы выпадают. Для ремонтного производства характерны стадии разработки с литерами: «П», «А» и «В».
На стадии проектирования технологического процесса с литерой «П» производятся:
изучение технологической документации на изготовление деталей на машиностроительных заводах;
проведение исследований по изысканию способов восстановления или ознакомление с ранее разработанными способами восстановления;
выбор технологических баз;
определение порядка операций;
назначение контрольных операций.
На стадии разработки технологического процесса с литерой «А» для установочной серии (в стадии освоения ремонта новой модели) производится корректирование технологического процесса с выдачей задания на конструирование оборудования, приспособлений и специальных инструментов. Далее производится разработка карт технологического процесса с выбором оборудования, приспособлений, инструментов, режимов обработки и норм времени.
На стадии разработки технологического процесса с литерой «В» для установившегося серийного или массового производства выполняются корректирование технологической документации с литерой «А;- и фиксирование окончательно отработанного и проверенного в производстве полностью оснащенного технологического процесса.
ГОСТ предусматривает 14 наименований технологических документов, среди которых наиболее важные следующие.

