2014-02-02
2014-02-02 2121
2121Вопрос 6.12. Обзор универсальных средства измерений линейных размеров
Плоскопараллельные концевые меры длины являются основой обеспечения единства измерений линейных размеров в машиностроении. Выпускают в форме прямоугольных параллелепипедов по ГОСТ 9038-90 из легированных сталей, твердых сплавов и кварца классов точности 00,01,0,1,2,3 и дополнительно 4,5. Номинальный размер каждой концевой меры указывается на рабочей или (при размерах свыше 4 мм) нерабочей поверхностях.
Меры поставляются в наборах с различным шагом и их количеством. Для воспроизведения различных размеров несколько концевых мер притираются друг к другу рабочими поверхностями – составляется блок концевых мер. Концевые меры после изготовления и ремонта аттестуются по 5-ти разрядам с определением поправок к номинальному размеру. Применение концевых мер по их действительным размерам с учетом поправок снижает погрешность блока примерно на порядок.
Штриховыми мерами длины являются брусковые меры, линейки измерительные, рулетки, и шкалы станков, приборов.
Брусковые штриховые меры применяются для прямого измерениядлин.Некоторые меры имеют интервал между штрихами 0,1 или 0,2мм, в этом случае в комплект входит лупа с семикратным увеличением.
Измерительные металлические рулетки выполняются из светополированной стальной ленты длиной от 1 до 100 м по 2-м классам точности.
Измерительные металлические линейки изготовляют из стальной термообработанной ленты длиной 1м с ценой деления 1 мм.
Щупы предназначены для измерения зазоров. Изготовляются из стальной ленты и комплектуются в наборы с различным количеством и толщиной пластин по 1-му и 2-му классу точности.
К универсальным средствам измерения линейных размеров относятся штангенинструменты, микрометры, оптиметры, рычажно-зубчатые приборы, а также оптиметры, микроскопы, измерительный машины, интерферометры. Подробное описание универсальных средств измерения дано в (Кутай).
Альтернатива (от латинского alter – одно из двух) означает – каждая из исключающих друг-друга возможностей. Контроль по альтернативному признаку – это контроль по качественному признаку, в ходе которого каждую проверенную единицу продукции относят к группе годных или дефектных.
При альтернативной проверке годности не ставится задача определения действительного значения проверяемых параметров, а лишь устанавливается факт соответствия параметра установленному диапазону годности.
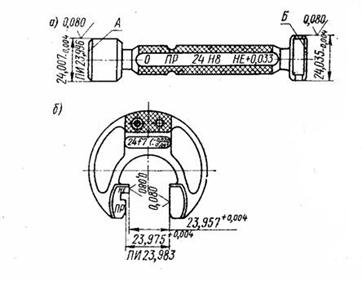
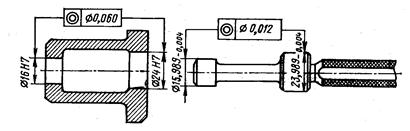
Рис 6.3. Предельные калибр-пробка (а) и калибр-скоба (б).
Для альтернативной проверки используют калибры. Калибры – это безшкальные инструменты для контроля изделий по качественному признаку – годные, дефектные. Различают предельные и нормальные калибры.
Предельные калибры предназначены для контроля заданных предельных размеров деталей с допусками 6-17 квалитетов. Рабочий калибр – пробка для контроля отверстий и калибр-скоба для контроля размеров вала показаны на рис. 2.
Правила пользования калибрами установлены нормативными документами. Калибр-пробка гладкий проходной ПР должен свободно проходить через отверстие под действием собственного веса или усилия примерно равного ему. Калибр пробка непроходной не должен входить в отверстие под действием собственного веса или усилия примерно равного ему.
Аналогичные правила установлены при пользовании калибр-скобой для контроля отверстий. При контроле вала проверку необходимо проводить как минимум в трех сечениях по длине цилиндрической поверхности.
Нормальные калибры предназначены для контроля допусков расположения поверхностей. Они представляют собой «контрдеталь», воспроизводящую заданный линейный или угловой размер и форму контролируемого элемента. Деталь считается годной по допуску расположения, если калибр проходит через контролируемую поверхность. На рис 6.4. показан калибр для контроля допуска соосности осей двух отверстий.