 2015-05-14
2015-05-14 2576
2576При выборочном приёмочном контроле по результатам контроля выборок принимается решение принять или отклонить партию продукции. При этом в случае контроля по альтернативному признаку единицы продукции делятся на годные и дефектные, а партия, поступающая на контроль, имеет входной уровень дефектности q. Входной уровень дефектности - это доля дефектных единиц продукции, которая заранее неизвестна, и её надо оценить по результатам контроля. Обычно при выборочном контроле партии разделяют на хорошие и плохие с помощью двух чисел – AQL (приёмочный уровень дефектности) и LQ (браковочный уровень дефектности). Партии считаются хорошими при q AQL и плохими при q LQ. При AQL < q < LQ качество партии считается ещё допустимым. Приёмочный уровень дефектности AQL – это предельно допустимое значение уровня дефектности в партии, изготовленной при нормальном ходе производства. Браковочный уровень качества LQ – это граница для отнесения продукции к браку.
При выборочном контроле по альтернативному признаку план контроля включает значения объёма выборки n и приёмочного числа c. Партия принимается, если число дефектных единиц продукции в выборке m c.
Оперативной характеристикой плана контроля называется функция P(q), равная вероятности принять партию с долей дефектных единиц продукции q.
 ,
,
где Pn(m) – вероятность появления m дефектных единиц продукции в выборке объёмом n.
Чаще всего оперативная характеристика отображается в виде графика.
P(q) = 1 - при q = AQL
P(q) = при q = LQ
Здесь - риск поставщика, равный вероятности забраковать партию с q = AQL, - риск потребителя, равный вероятности принять партию с q = LQ.
Пример 10.1. Для контроля качества партий из N = 20 изделий используют одноступенчатый выборочный план с параметрами n = 5 и c =1. Построить оперативную характеристику плана контроля.
Создаём новую книгу Excel и в ячейку А1 вводим заголовок работы.
Поскольку приёмочное число равно 1, то партия будет принята при числе дефектных изделий в выборке 0 или 1. Вероятность приёмки равна сумме вероятностей появления в выборке 0 или 1 дефектных изделий:
Вероятности P5(0) и P5(1) можно найти, исходя из гипергеометрического распределения вероятностей (см. лабораторную работу №2). Таким образом, для построения оперативной характеристики потребуются столбцы с заголовками: D (количество дефектных изделий в партии), q, P5(0), P5(1), P(q). Эти заголовки вводим в ячейки А7:Е7. В ячейки В3:В5 вводим исходные данные - значения объёма партии, объёма выборки и приёмочного числа.
В ячейки А8:А28 вводим возможные значения количества дефектных изделий в партии от 0 до 20. В ячейке В8 рассчитываем q при D = 0 по формуле =А8/В3, затем копируем эту формулу в диапазон В9:В28, предварительно указав в формуле абсолютную адресацию для объёма партии.
В ячейке С8 рассчитываем значение P5(0) для D = 0 по статистической формуле ГИПЕРГЕОМЕТ, и после указания абсолютной адресации в тех ячейках, где это необходимо, копируем формулу в диапазон С9:С28. При этом в диапазоне С24:С28 результатом расчёта является ошибка. Это связано с тем, что при D > 15 вероятность P5(0) = 0, но при расчёте вместо нуля получается очень маленькое число, которое слишком мало, чтобы его можно было представить в Excel. В эти ячейки следует с клавиатуры ввести значения 0.
Исходя из аналогичных соображений, в ячейке D8 рассчитываем значение P5(1) для D = 0 по статистической формуле ГИПЕРГЕОМЕТ (получится ошибка, поскольку для D = 0 P5(1) = 0), и после указания абсолютной адресации в тех ячейках, где это необходимо, копируем формулу из D8 в диапазон D9:D28. При этом в диапазоне D25:D28 результатом расчёта является ошибка. В ячейки D8 и D25:D28 с клавиатуры вводим 0.
Далее в ячейке Е8 рассчитываем значение P(q) как сумму вероятностей P5(0) и P5(1). Формулу из ячейки Е8 копируем в диапазон Е9:Е28.
По полученным данным строим оперативную характеристику. Результаты расчётов и построений показаны на рис. 10.1.
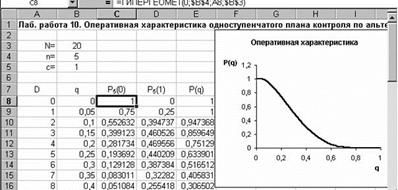
Рис 10.1. Результаты расчёта и построенияоперативной характеристики в примере 10.1.
Пример 10.2. Для контроля качества партий из 1000 изделий, с входным уровнем дефектности не более 0,08, используют одноступенчатый выборочный план с параметрами n = 50 и c =2. Построить оперативную характеристику плана контроля.
Открываем лист 2. В ячейки В3 и В4 вводим значения объёма выборки и приёмочного числа. Значение объёма партии вводить не обязательно, поскольку оно не понадобится.
Так как n < 0,1N и q < 0,1, для расчётов можно использовать распределение Пуассона (см. лабораторную работу №2). Поскольку в статистической функции ПУАССОН возможно рассчитывать значения не только дифференциальной, но и интегральной функции распределения, то оперативная характеристика P(q) может быть рассчитана непосредственно. Для этого в третьей строке диалогового окна функции ПУАССОН следует вводить значение истина. При этом значение функции будет сразу же рассчитываться как P(q), т.е. как сумма вероятностей Pn(m) при изменении m от 0 до приёмочного числа, значение которого вводится в первой строке диалогового окна. Поэтому понадобится всего два столбца расчётных значений: q и P(q). Соответствующие заголовки вводим в ячейки А6 и В6.
В диапазон А7:А15 вводим значения q от 0 до 0,08 с шагом 0,1. В ячейке В7 рассчитываем значение интегральной статистической функции ПУАССОН. Затем, после установки в формуле ячейки В7 необходимой абсолютной адресации, копируем эту формулу в диапазон В8:В15. По полученным столбцам значений q и P(q) строим оперативную характеристику. Результаты расчётов и построений показаны на рис.10.2.
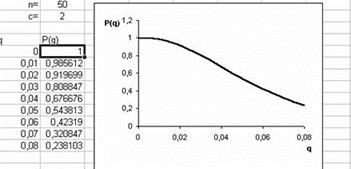
Рис 10.2. Результаты расчёта и построенияоперативной характеристики в примере 10.2

