 2014-02-02
2014-02-02 881
881Стандартом на термины и определения в области испытаний и контроля качества продукции понятие контроль формулируется как проверка соответствия показателей качества продукции установленным требованиям. Контроль, осуществляемый с применением средств измерений, называют измерительным контролем. Частным случаем измерительного контроля является допусковый контроль, при котором ставится задача установить, находится ли контролируемый параметр объекта контроля в пределах заданного допуска.
Необходимым условием измерительного контроля является наличие в нормативно-технической документации на объект допустимых значений контролируемого параметра или предельных отклонений параметра от его номинального значения.
По своей информационной сущности процедуры измерения и контроля содержат общую операцию получения измерительной информации, но отличаются конечным результатом. Цель измерения заключается в нахождении значения величины, а результатом контроля является логическое заключение (суждение типа «годен — не годен», «брак — норма»), получаемое на основе измерительной информации.
Результат контроля должен сопровождаться указанием показателей достоверности контроля. Достоверность контроля — вероятность соответствия результата контроля действительному значению контролируемого параметра. В качестве оценок достоверности контроля введены понятия вероятности ошибок 1-го и 2-го рода.
Ситуация, когда годное в действительности изделие но результатам контроля признается негодным («ложный брак»), называется ошибкой 1-го рода. И наоборот, гитуация, когда негодное в действительности изделие но результатам контроля признается годным («необнаруженный брак»), называется ошибкой 2-го рода. Вероятность получения верного результата контроля: рв = 1 — (P1 + P2), где p1 и p2 — вероятности ошибок 1 -го и 2-го рода.
Возникновение таких ошибок поясним на примере контроля изделия, рассеяние измеряемого параметра χ которого описывается некоторым распределением плотности вероятности f(x) (рис. 1.20), где X — номинальное значение параметра, xв — его верхний предельный размер, xн — нижний предельный размер, Тχ = xв — xн — допуск параметра. На рис. 1.20 показано также распределение плотности вероятностей погрешности ί(Δχ) средства измерений, примененного для контроля. Так как средство измерений обладает собственной погрешностью, то по результатам измерений часть бракованных изделий (например, при χ = X1) может быть принята как годные. И наоборот, часть годных изделий будет забракована. Таким образом, при осуществлении измерительного контроля возникает метрологическая проблема — оценка влияния погрешности измерения контролируемого параметра на результаты контроля.
Таблица 6 - Параметры ошибок контроля, %
| Аσ | m | n |
| 1,6 | 0,87-0,90 0,87-0,90 1,60-1,70 2,55-2,81 3,75-4,10 5,00-5,40 | 0,70 - 0,75 1,20-1,30 2,00-2,25 3,46 - 3,74 5,40-5,80 7,80 - 8,25 |
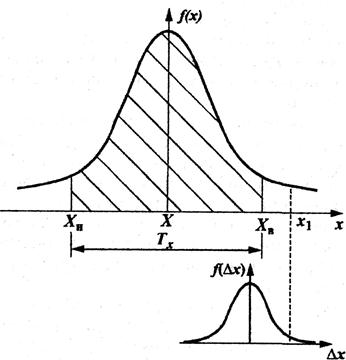
Рисунок 20- Формирования ошибок контроля








