 2014-02-02
2014-02-02 1490
1490- инструмент, предназначенный для облегчения процесса сбора данных и автоматического их упорядочения с целью облегчения дальнейшего использования (обработки) собранной информации. Это удобное средство регистрации информации, включающее в себя элементы контроля и первичной обработки данных.
2.1. Контрольный листок типа 1 для регистрации распределения
измеряемого параметра в ходе производственного процесса
| Ном. разм. | Отклонение | З а м е р ы | Частота | ||||||||||||||||||||
| 5 10 15 20 | |||||||||||||||||||||||
| -10 | |||||||||||||||||||||||
| -9 | |||||||||||||||||||||||
| *** | -8 | ||||||||||||||||||||||
| -7 | |||||||||||||||||||||||
| -6 | |||||||||||||||||||||||
| -5 | X | ||||||||||||||||||||||
| -4 | X | X | |||||||||||||||||||||
| -3 | X | X | X | X | |||||||||||||||||||
| -2 | X | X | X | X | X | X | |||||||||||||||||
| -1 | X | X | X | X | X | X | X | X | X | ||||||||||||||
| 8.300 | X | X | X | X | X | X | X | X | X | X | X | ||||||||||||
| X | X | X | X | X | X | X | X | ||||||||||||||||
| X | X | X | X | X | X | X | |||||||||||||||||
| X | X | X | |||||||||||||||||||||
| X | X | ||||||||||||||||||||||
| X | |||||||||||||||||||||||
| X | |||||||||||||||||||||||
| *** | |||||||||||||||||||||||
| Итого | |||||||||||||||||||||||
| *** - границы поля допуска по чертежу № … | |||||||||||||||||||||||
| Дата Смена | |||||||||||||||||||||||
| Оператор Станок | |||||||||||||||||||||||
| Изделие ТУ № |
2.2. Контрольный листок типа 2 для регистрации видов дефектов
| Контрольный листок видов дефектов (несоответствий) | ||
| Наименование изделия __________________ Дата _______________ Производственная операция ______________ Смена ______________ ______ приёмочный контроль ______________ Участок _____________ Общее число проконтролированных изделий № заказа ___________ ___________ 1545 ________________________ № партии ___________ ФИО контролёра _____________________________________________ | ||
| Вид дефекта (несоответствия) | Результаты контроля | Число дефектов (несоответствий) |
  Трещина Трещина | IIII IIII II | 12 |
   Поверхностная царапина Поверхностная царапина | IIII IIII IIII II | 17 |
   Пропуск операции Пропуск операции | IIII IIII IIII IIII III | 23 |
| Неправильное выполнение операции | IIII | 4 |
| … | ||
 Другие Другие | IIII | 5 |
| Итого: | 61 | |
      Общее число забракованных изделий Общее число забракованных изделий | IIII IIII IIII IIII IIII IIII IIII IIII III | 43 |
| Примечания: |
При заполнении контрольного листка используются следующие обозначения:

 I - 1; II - 2; III - 3: IIII - 4; IIII - 5; IIII I - 6; IIII II - 7 и т.д.
I - 1; II - 2; III - 3: IIII - 4; IIII - 5; IIII I - 6; IIII II - 7 и т.д.
Другая система обозначений, широко применяемых при регистрации статистических данных в контрольных листках, приведена в таблице:
Система условных обозначений для регистрации статистических данных
| Цифра | Обозначение | Цифра | Обозначение |
  1 1 | . | :: | |
  2 2 | .. | :: | |
| :. |  | ||
| :: |  | ||
| 5 | :: |  |
2.3. Контрольный листок типа 3 для регистрации локализации дефектов
Изделие _____________________ Материал ________________________
Номер плавки ___________________ Изготовитель _____________________
Вид дефекта ____________________ Номер партии _____________________
Эскиз
Матрица расположения дефектов
2.4. Контрольный листок типа 4 для регистрации причин дефектов
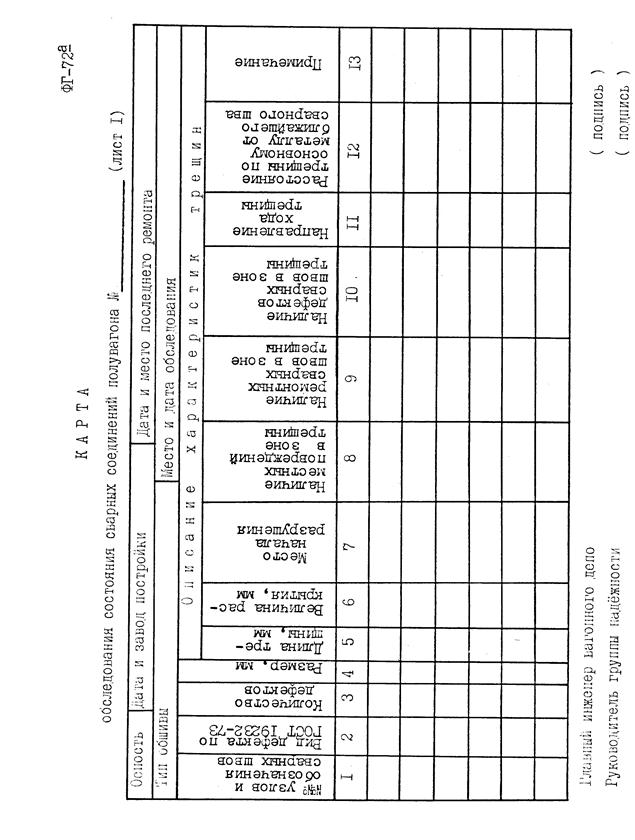
Рис. 2.3. Лист 1 карты ФГ-72 а
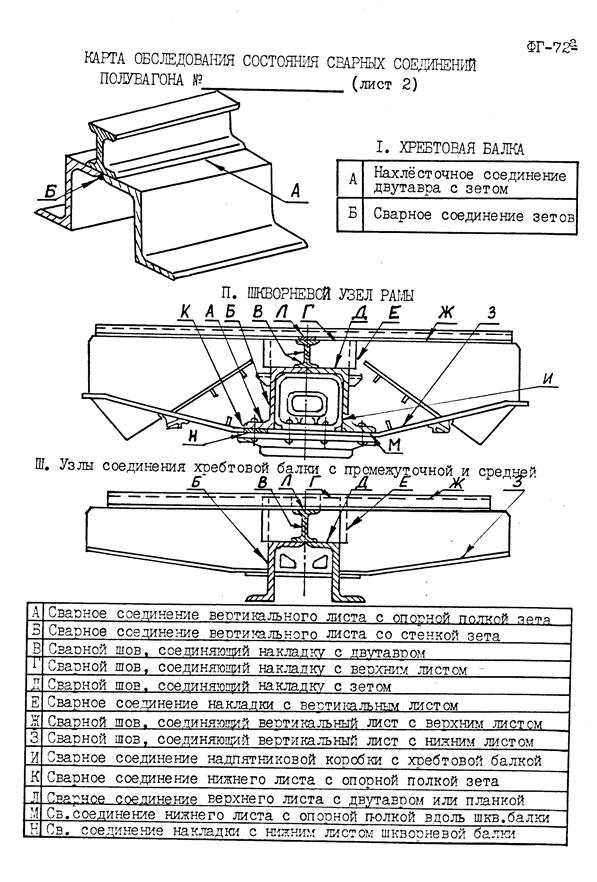 |
Рис. 2.4. Лист 2 карты ФГ-72 а
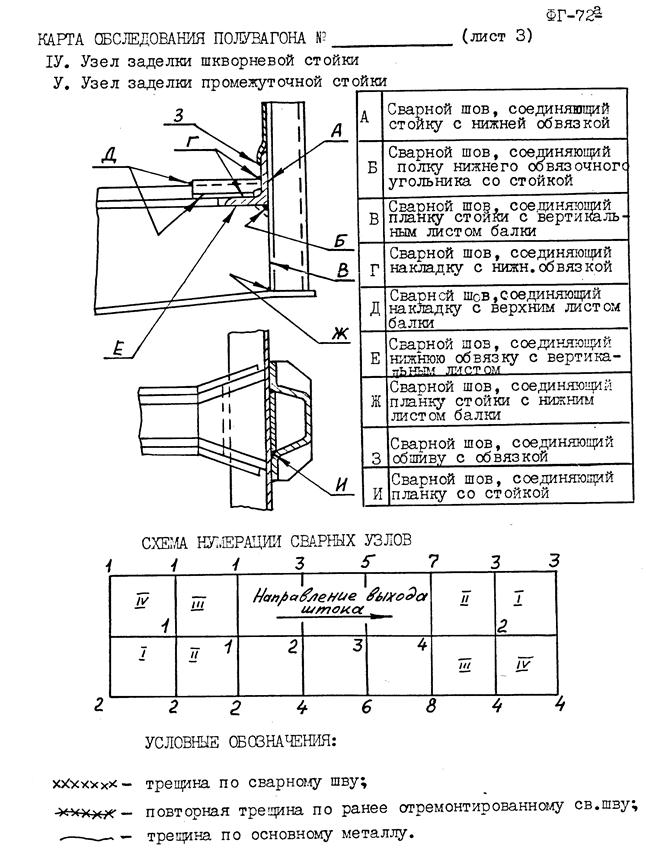
Рис. 2.5. Лист 3 карты ФГ-72 а








