 2022-01-07
2022-01-07 191
1914.2 Схема сборки изделия
Изготовление эталона-образца при проектировании осуществлено для отработки изделия на антропометричность, выполнена примерка. Учитывая форму модели изделия и особенности материала, в проекте выбрана минимальная степень готовности изделия с двумя примерками. Разработка конструкции осуществлена с проверкой на антропометричность и технологичность. С этой целью проведена примерка изделия на типовую фигуру. Схема подготовки изделия изображена на рисунке 4.1.
В процессе первой примерки уточнены: посадка изделия, ширина и длина, баланс, форма пальто. Все исправления были внесены с помощью дополнительных расширяющих клиньев.
| Перед |
| Верхняя часть рукава |
| Нижняя часть рукава |
| Перед |
| Спинка |
| Бочок |
| Верхняя часть рукава |
| Нижняя часть рукава |
| Смётывание верхнего и нижнего шва рукава |
| Сметывание боковых швов |
| Сметывание плечевых швов |
| Вметывание рукавов |
| Бочок |
| Спинка |
Рисунок 4.1 − Графическая модель процесса подготовки пальто к примерке
4.3 Выбор методов обработки и характеристика оборудования
Выбран метод обработки для проектируемого комплекта в соответствии с прогрессивной и малооперационной технологией. Выбранные методы обработки являются рациональными, так как обеспечивают экономическую эффективность процесса [3].
Комплект изготовлен строго в соответствии с подобранными технологическими процессами, режимами влажно-тепловой обработки, оборудованием и приспособлениями. Частота стежков при стачивании деталей и прокладывании отделочных строчек должна соблюдаться с принятым количеством на 1 см. Все соединительные швы обработаны в разутюжку. Горловина, низ изделия и край борта обработаны обметочной лентой. Низ рукава – частичной подкладкой.
Влажно-тепловая обработка изделия из выбранного материала произведена с изнаночной стороны при помощи утюга с парогенератором и специальных колодок на утюжильном столе. Обработка с лицевой стороны выполнена с использованием проутюжильника. []
Методы обработки основных узлов изделия представлены в виде сборочных схем (рисунок 4.2).
Характеристика применяемого оборудования представлена в таблице 4.3 – 4.4.
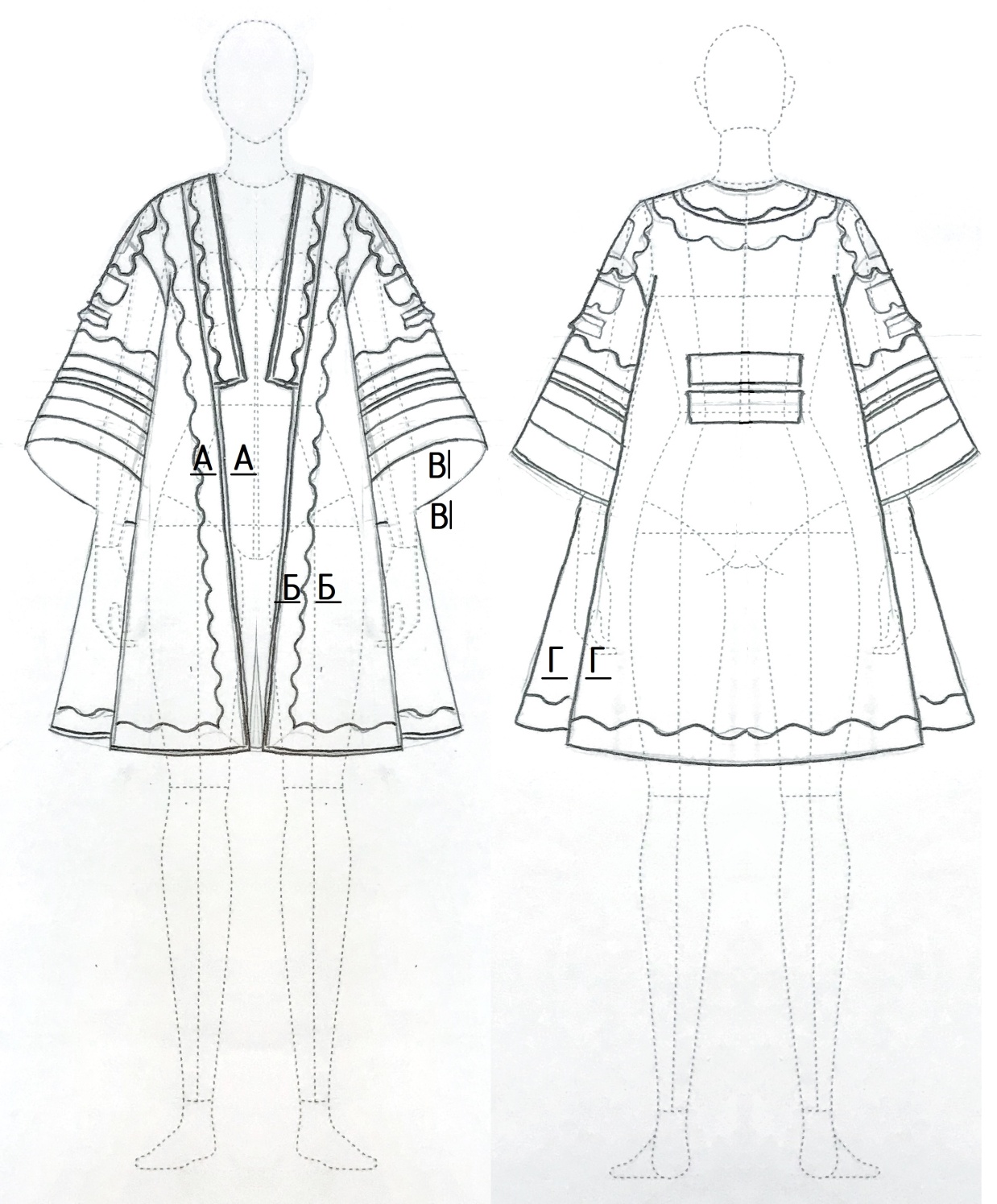
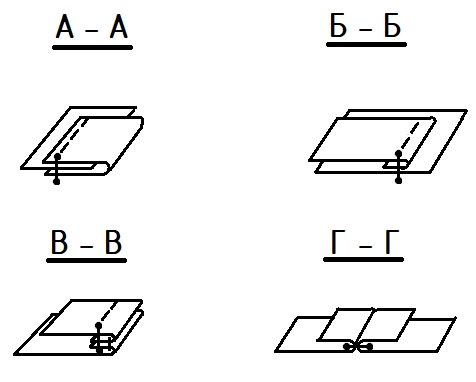
Рисунок 4.2 − Методы обработки основных узлов брюк
Таблица 12−Технологическая характеристика швейных машин
| Наименование оборудования, предприятие-изготовитель | Тип или класс машин | Тип стежка | Длина сстежка | Максимальная скорость врашения главного вала, мин | Исполнительный орган перемещения материала | Вид обрабатываемого материала | Толщина сшиваемого пакета материалов | Применяемые иглы |
| Прямострочная швейная машина JUKI DDL-8100N | 0-5 | Нижняя зубчатая рейка | Легкие и средние | до 5,5 | DBx1 №9-18 | |||
| 3-х ниточный оверлокAurora | A-737-HM | 1-3,6 | Нижняя зубчатая рейка | Хлопчатобумажных, шерстяных, шелковых, льняных, синтетических тканей и трикотажных полотен | до 5 | 130/705 Н (HAx1SP) |
Таблица 13−Технологическая характеристика утюгов
| Тип утюга | Масса, кг | Нагревательный элемент | Мощность, Вт | Терморегуля-тор |
| УТП 1,57 | 2…4 | электрический | 120…150 |








