 2021-09-04
2021-09-04 116
116| Наименова-ние | Область применения | Температура эксплуатации, ºС | Прочность на отрыв/сдвиг |
| 1.БФ 2 и БФ 4 | Склеивание и элетроизоляция магнитопроводов, металлов, пластика, электрокартона, тканей | – 60 …+125 ºС | 5…10/15 н/см2 |
| 2.ЭКП и ЭКМ | Склеивание сталей, пластика, древесины, тканей, заливка и герметизация швов, трещин | - 70 …+100 ºС | 15/20 МПа |
| 3.Клей хо-лодной сварки «Алмаз» | Склеивание сталей, пластика | -60…+250ºС | 20/20 МПа |
| 4.АК20 (нитроклей) | Склеивание пластмасс, тканей, бумаги, древесины в разных сочетаниях друг к другу | – 60 …+150 ºС | ≈10,0/12,5 н/см2 |
| 5.Эластил 11- 01 | Склеивание и герметизация деталей из стали, меди, алю-миния, керамики, органичес-кого и силиконового стекла, поликарбоната, резины, изо-ляция деталей в узлах | – 60…+200ºС | 160/180 н/см2 |
| 6.Эласил 137-83 | Склеивание и герметизация стальных, алюминиевых, мед-ных деталей, керамики сили-катного стекла, резины; герме-тизация разъемов, стыков раз-личных деталей; заливка и гер-метизация электроэлементов, мест пайки, электропроводов | – 60…+200ºС | 200/400 н/см2 |
Продолжение табл.6.5.4.
| Наименова-ние
| Область применения | Температура эксплуатации, ºС | Прочность на отрыв/сдвиг, кПа | |
|
7.Момент | Склеивание в различных сочетаниях ПВХ, полистирол, оргстекло, древесину, резину, силикатное стекло, ткани, керамику, металлы | – 30…+100ºС | 150/180 н/см2 | |
| 8.Цианакры-латный клей 3М cotch Weld
| Склеивание в различных сочетаниях ПВХ, полистирол, оргстекло, древесину, резину, силикатное стекло, ткани | – 30…+100ºС | 200/250 н/см2 | |
| Авиационные клеи
| 9.ВК-50 | Склеивание тканей, резинотохнических изделий, пластиков | -60…+150ºС | 25/25 МПа |
| 10.ВК -58 | Приклеивание терморезисторов, теплоизоляции, магнитопро-водов | - 60…+500ºС | - /14МПа | |
| 11.ВК-78 | Приклеивание терморезисторов, керамики, пластиков | <400ºC | - /5 МПа | |
| 12.ВКП-11 | Склеивание сталей, алюминиевых, медных и сплавов | -60ºС…+120ºС | -/14…10 МПа | |
| 13.ВКР-90 | Склеивание резиновых изделий со стальными | -60ºС…+120ºС | 6…7/8…10 МПа | |
Прочностной расчет клеевого соединения внахлестку производится по напряжениям сдвига:
τсдв = Р / (ι • b) ≤ [τсдв] /n, (6.5.4)
где Р – сдвигающее усилие;
b • ι – площадь клеевого соединения;
[τсдв] – предел прочности на сдвиг полимеризованного клея при опреде-
ленной рабочей температуре для конкретной пары клей – поверх-
ность детали;
n=2,5÷6,0 – коэффициент запаса прочности клеевого соединения (зависит
от степени ответственности клеевого соединения, колебания тем-
пературы, сдвигающего усилия и др.).
Чаще всего рассчитывают необходимую площадь клеевого соединения для выбранного клея:
b • ι ≥ P • n/[τсдв]. (6.5.5)
Пример. Найти площадь склейки пары: резина – алюминиевая пластина
клеем «Момент 1» (нормальная температура эксплуатации клея – 40º ÷ +40°С),
сдвигающая сила Р = 1000Н. Допускаемые напряжения сдвига пары клей –алю-
миний [τсдв] =3Н/мм2 (пары резина – клей Момент-1 – несколько больше).
Степень ответственности соединения средняя (n=4).
Подставив в формулу (6.5.5) исходные данные, получим:
Fкл = b • ι ≥ P • n/[τсдв] = 1000 • 4/3 = 1333,3 мм2.
Задаваясь шириной клеевой поверхности, например, b = 30 мм, можно найти ее длину: ι ≥ Fкл / b = 1333,3 /30 = 44,4 мм.
Видеофильмы:http://www.youtube.com/watch?v=…
1…527NSplDpwc-Цианакрылатный клей 3М cotch Weld.
2…DoexXxhPgl-Клей холодной сварки АЛМАЗ.
3.Мир клея www.uhu.com.url.
Вопросы для самопроверки:
1.Сущность образования неразъемных соединений пайкой и склеиванием?
2.При каких условиях производится пайка и склеивание?
3.Назовите основные конструктивные разновидности паяных и клееных
соединений?
4.Критерии прочностного расчета паяных соединений встык и внахлестку?
5.Припои. Их назначение и свойства?
6.Разновидности клеев и технологии склеивания?
6.6. Сварные соединения
Сварными – называют неразъемные соединения, основанные на использовании сил молекулярного сцепления соединяемых элементов путем местного нагрева места соединения до температуры плавления или до тестообразного состояния и сдавливания элементов.
Соединение сваркой известно человечеству давно. Так называемая кузнечная сварка (нагрев сопрягаемых поверхностей до температуры 0.8  0.9 от температуры плавления и их соударение молотом. При этом окисные пленки с соединяемых поверхностей сдвигаются и возникают силы межмолекулярного сцепления в сопряжении) используется человечеством уже более 1000 лет. Но сейчас используется редко.
0.9 от температуры плавления и их соударение молотом. При этом окисные пленки с соединяемых поверхностей сдвигаются и возникают силы межмолекулярного сцепления в сопряжении) используется человечеством уже более 1000 лет. Но сейчас используется редко.
Во многих случаях прочность сварных соединений равносильна прочности материалов соединяемых элементов (деталей).
Достоинства сварки:
- металлоемкость соединения меньше, чем заклепочных или резьбовых
соединений деталей;
- прочность соединений чаше всего больше, чем заклепочных, резьбовых,
клеенных, паяных и не уступает прочности наименее прочного из
соединяемых деталей;
- высокая производительность процесса сварки;
- минимизация последующей механической обработки сварного шва (или
совершенно не требуется механическая обработка);
- возможность формирования весьма разных конструкций сварных узлов;
- возможность обеспечения сборочной операции, а также и способа полу-
чения самих деталей (корпусов, больших зубчатых колес, рам и др.).
Недостатки сварки:
- сложность, а иногда невозможность сварки разнообразных материалов
(стали с разным содержанием углерода свариваются иногда с трудом, а
стали с алюминиевыми сплавами не свариваются вообще – по причине
разных температур плавления, наличия оксидных пленок на поверхнос-
тях алюминия и др.);
- иногда (особенно при сварке тонкостенных деталей) сварные напряже-
ния вызывают недопустимые деформации соединяемых деталей.
Разновидности сварки:
1. Электродуговая (нагрев места сварки электрической дугой, формируемой
между сварочным электродом и свариваемыми деталями).
2. Электроконтактная сварка (разогрев участка соединения деталей теплом,
выделяющимся при пропускании электрического тока и дополнительного
сдавливания участка электродами или роликами).
3. Газопламенная сварка (нагрев участка сварки высокотемпературным
газовым пламенем – ацетилен-кислород и др. – и ввод в разогретый учас-
ток материала сварного шва, расплав которого формирует сварной шов.
4. Газоплазменная сварка (нагрев свариваемого участка плазменной струей
– азот, водород, аргон и др. – с вводом дополнительного электродного
материала или без него).
5. Электроннолучевая (в вакууме электронный луч, направленный на сва-
риваемый участок, мгновенно разогревает место сварки до температуры
плавления и формируется сварной шов).
6. Светолучевая (лазерная) – лазерный луч, направленный на свариваемый
участок, разогревает и мгновенно сваривает поверхности деталей.
7. Сварка трением – свариваемые детали прижимаются друг к другу по
стыку сварки и скользят относительно друг друга. За счет сил трения по
по стыку температура стыка возрастает до температуры тестообразного
состояния, окисные пленки сопрягаемых поверхностей сдвигаются, детали
останавливаются и, прижимаясь, свариваются.
Применяются и другие виды сварки: диффузионная, ультразвуковая, взрывная, электроконтактная, кузнечная и др.
По взаимному расположению соединяемых деталей (т.е. конструкции) свар-
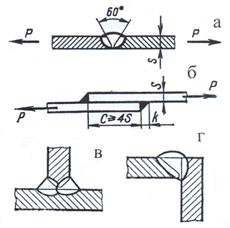 Рис.6.6.1.Конструктивные разновидности сварных сое- динений: а–в стык; б – внах-лестку; в– втавр; г - угловое
Рис.6.6.1.Конструктивные разновидности сварных сое- динений: а–в стык; б – внах-лестку; в– втавр; г - угловое
s Рис.6.6.2.Схема нагружения сварного соединения встык |
ные соединения подразделяются на (рис.6.6.1):
1. Соединения встык.
2. Соединения внахлест.
3. Соединения втавр.
4. Соединения угловое.
Основное условие проектирования свар-
ных соединений – обеспечения равнопрочно- сти сварного шва и соединяемых деталей. Сварной шов часто несколько выступает за
габариты соединяемых деталей (грат на 1 1.5
мм), а при лазерной и электронно - лучевой
сварке сварного грата практически нет.
Р Р
| |||||||||||||||||||



Прочностной расчет сварных соединений.
1.При сварке деталей встык и действии
симметричной нагрузки.
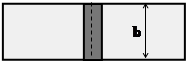
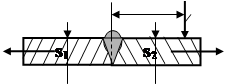
1.1.При действии на соединение разрыв-ной силы P напряжение сечении сварного
шва (рис.6.6.2)
σр = Р/(Smin•b) ≤ [σр]' = 0,6• σв'/n, (6.6.1)
где Smin– минимальная толщина детали соединения, мм;
b– ширина сварного шва, мм;
σ′в – временное сопротивление разрыву материала шва, н/мм2;
[σр]′ – допускаемое сопротивление разрыву материала шва, н/мм2;
n = 1.2 1.8 – коэффициент запаса прочности (нагрузка статическая).
1.2. При действии силы Pи, изгибающей соединение в вертикальной
плоскости, напряжение изгиба в сечении сварного шва (рис.6.6.2)
Ми 6• Pи.Ɩ

 σи = = ≤ [σи]′ = σ′в/n, (6.6.2)
σи = = ≤ [σи]′ = σ′в/n, (6.6.2)
Wx b•S2min
где Ми– изгибающий момент в сечении шва, н·мм;
Wx = b•S2min /6 – момент сопротивления вертикального сечения шва, мм3;
[σи]′ - допускаемое напряжение на изгиб материала сварного шва, н/мм2;
n = 1.2 1.8 – коэффициент запаса прочности сварного шва (в зависимос-
ти от степени ответственности соединения);
Smin – минимальная толщина детали соединения.
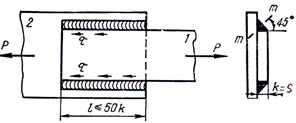
2. При сварке внахлест двумя фланговыми швами (рис.6.6.3).
|
2.1. При действии сдвигающей
силы P, симметрично приложенной
к пластинам, напряжения среза в
сварных швах
Р
 τср = ≤ [τср]′= 0,6·σ′в/n, (6.6.3) Рис.6.6.3.Расчетная схема нагружения
τср = ≤ [τср]′= 0,6·σ′в/n, (6.6.3) Рис.6.6.3.Расчетная схема нагружения
2•ι•0,7•S соединения с фланговыми швами
где ι – длина флангового шва, мм; сдвигающими силами
S – толщина верхней привариваемой пластины, мм;
σ′в – временное сопротивление разрыву материала сварного шва, н/мм2;
n = 1.2 1.8 – коэффициент запаса прочности (нагрузка статическая);
[τср]′ – допускаемое напряжение на срез материала сварного шва, н/мм2.
2.2. При действии на приваренную (рис.6.6.3 и 6.6.4)
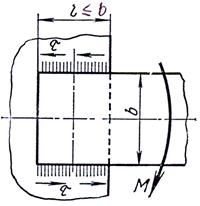
|
верхнюю деталь момента M напряжения среза
в коротких сварных швах
М
 τср = ≤ [τср]′ = 0,6• σ′в/n, (6.6.4)
τср = ≤ [τср]′ = 0,6• σ′в/n, (6.6.4)
0,7• k•Ɩ•b
где b, k и Ɩ– соответственно ширина и тол-
щина приваренной детали и длина
флангового шва;
σ′в – временное сопротивление разрыву Рис.6.6.4.Расчетная схема
материала шва, н/мм 2; нагружения соединения
n = 1.2 1.8 – коэффициент запаса моментом
прочности соединения;
[τср]′ – допускаемое напряжение на срез материала сварного шва, н/мм 2.
Пример 1. Сварное соединение встык нагружено сдвигающей силой P =104 Н и изгибающей силой Pи=103 Н (Рис.6.6.2). Ширина пластин из Ст.3 (ГОСТ 380-80) b = 25мм, толщина обеих пластин S1 = S2 = 4мм. Материал шва Ст.3 с σв = 450МПа. Сила P приложена симметрично, т.е. на расстоянии b/2 от края пластин. Сила Pи приложена на расстоянии ι = 25мм от шва. Коэффициент запаса прочности n =1,5. Обеспечена ли прочность соединения?
При одновременном действии сдвигающей и изгибающей соединение сил P и Pи напряжения в сечении сварного шва согласно формулам (6.6.3) и (6.6.4)
Р 6• Pи · ι 10000 6·1000·25



 σ = + = + = 100 + 375 = 475 МПа >> [σи]′=
σ = + = + = 100 + 375 = 475 МПа >> [σи]′=
Smin·b b·S2min 4·25 25·16
= 0,6•450/1,5 = 180 МПа.
Результат расчета свидетельствует, что при указанном нагружении и размерах прочность сварного соединения не обеспечивается.
Пример 2. Пусть сварное соединение внахлестку двумя фланговыми швами ι = 30мм нагружено симметрично растягивающей силой P и моментом M (в плоскости верхней пластины) – рис.3 и 4. Ширина верхней пластины b = 20мм, толщина S = 4мм, ширина нижней пластины bн = 40мм и толщина Sн = 5мм. Пластины и электрод изготовлены из Ст.3 с σв = 450МПа. Нагрузка статическая. Величина P = 10000Н и M = 10000 Н•мм. Коэффициент запаса прочности n =1.5 (статическая нагрузка). Обеспечена ли прочность соединения?
При совместном действии на сварное соединение растягивающей силы P и момента M напряжение среза в сечениях сварных швов
Р М 10000 10000

 τср = + = + = 59,5 + 5,95 =
τср = + = + = 59,5 + 5,95 =
2·ι·0,7·S 0,7· S·ι·b 2·30·0,7·4 0,7·4·30·20
= 65,45 МПа << [τср]′ = 0,6· σ′в/n = 0,6· 450/1,5 = 180 МПа.








