 2021-09-04
2021-09-04 94
94Прочность сварного соединения по напряжениям среза при указаных
нагружении и размерах обеспечена.
Видеофильмы:http://www.youtube.com/watch?v=…
1…Czpff43CBFY-Сварка алюминия.
2…cWZvggtrdUM-Электросварка электродная.
3…Fm8zMDPf1jc-Сварка трением карданного вала.
Вопросы для самоподготовки:
1.Физическая сущность образования сварных соединений?
2.Конструктивные разновидности сварных соединений?
3.Достоинства и недостатки сварных соединений?
4.Критерии прочностного расчета сварных соединений встык? внахлест?
5.Наиболее перспективные виды сварки в приборостроении?
 |
6.7. Соединения с гарантированным натягом
В конструкциях многих устройств применяются неподвижные соединения деталей по цилиндрическому или коническому сопряжению, когда одна из де-талей наружной поверхностью (назовем ее валом) входит в отверстие второй детали (назовем ее втулкой) – установка подшипников на валы, крепление дере-вянных элементов гвоздями, крепление токосъемников к клеммам аккумуля-торов и др. Такие соединения характеризуются тем, что наружный диаметр вала dв несколько больше диаметра отверстия втулки dо на величину натяга õн, т.е.
δн = dв - dо > 0, (6.7.1)
где dв и dо – первоначальные диаметры вала и отверстия втулки по середине их поля допуска – рис.6.7.1,а.
Такие соединения называют соединения с гарантированным натягом. Да-
лее рассмотрим расчет необходимого натяга, обеспечивающего неподвижность соединения при его нагружении, и выбора величины допусков на диаметр вала и отверстия с цилиндрическим сопряжением.
а б в
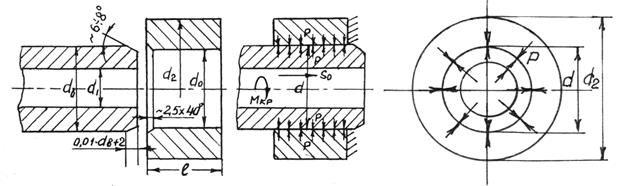
Рис.6.7.1.Схема цилиндрического соединения вал – втулка с гарантирован-
ным натягом: а – детали соединения до сборки; б, в – после сборки
После сборки деталей соединения вследствие упругих и пластических де- формаций сопрягаемых поверхностей их диаметр сопряжения становится об-
щим и равным d. При этом на сопрягаемых поверхностях возникает давление р
(рис.6.7.1, б, в) и соответствующие ему силы трения сцепления, что обеспечи-
вает неподвижность соединения при нагружении осевой силой so и крутящим моментом Мкр. Нагрузочная способность соединения зависит, главным обра-зом, от величины õн, физико-механических свойств материалов деталей, размеров соединения и, в некоторой степени, способа сборки соединения.
Условие относительной неподвижности деталей соединения при нагруже-нии их осевой силой so и крутящим моментом Мкр:
so ≤ π · d · p · ι · ƒ / kн (6.7.2)
и Мкр ≤ π · d2 · p · ι · ƒ / (2·kн), (6.7.3)
где π • d • ι – площадь сопряжения, мм2;
р – давление на сопрягаемых поверхностях, н/мм2;
ƒ – коэффициент трения сцепления пары соединения (при горячей
сборке ƒ ≈ 0,14, при сборке прессованием ƒ ≈ 0,10);
kн = 2…6 – коэффициент надежности неподвижности соединения (kн =
2…3, если сдвиг деталей соединения может ухудшить его работоспо-
собность; kн = 3…4, если сдвиг деталей соединения может привести к
потери работоспособности какого-либо устройства; kн = 4…6, если
сдвиг деталей соединения может быть опасен для людей).
При совместном действии осевой и окружной силы Ft (Ft =Мкр/d) условие неподвижности деталей выглядит следующим образом:
 √ so2 + Ft2 ≤ 1,4 π • d • p • ι• ƒ / kн. (6.7.4)
√ so2 + Ft2 ≤ 1,4 π • d • p • ι• ƒ / kн. (6.7.4)
Откуда при заданных нагружении и геометрических параметрах соедине-ния давление в сопряжении:
 p ≥ kн √ so2 + Ft2 /(1,4 π • d • p • ι• ƒ). (6.7.5)
p ≥ kн √ so2 + Ft2 /(1,4 π • d • p • ι• ƒ). (6.7.5)
С другой стороны согласно теореме Лямэ давление в сопряжении связано с натягом δн:
δн
 р = , (6.7.6)
р = , (6.7.6)
d (С1/Е1 + С2/Е2)
где Е1 и Е2 – модули упругости материалов вала и втулки (для стальных
деталей Е = 2,1•105 н/мм2, для бронз и латуней Е = 1,1•105 н/мм2, для чугу-
нов Е = 1,4•105 н/мм2, для алюминиевых сплавов Е = 0,8 •105 н/мм2);
С1 и С2 –коэффициенты жесткости сечений соответственно вала и втулки.
d 2 + d12 d2 2 + d 2

 При этом С1 = – μ1 и С2 = + μ2, (6.7.7)
При этом С1 = – μ1 и С2 = + μ2, (6.7.7)
d 2 – d12 d2 2 – d 2
где μ1 и μ2 – коэффициенты Пуассона материалов соответственно вала
и втулки (для сталей μ = 0,3, для медных сплавов μ = 0,33, для
чугунов μ = 0,25, для алюминиевых сплавов μ = 0,35).
Необходимый натяг можно определить из выражения (6.7.6):
δн = р• d (С1/ Е1 + С2/ Е2). (6.7.8)
По найденному согласно формулы (6.7.8) расчетному натягу подбирают минимальный по таблицам допусков натяг õт посадки сопряжения:
а) при сборке соединения запрессовкой
õт = dв min – dо max = õ + 1,2 (Rzв + Rzо); (6.7.9)
б) при сборке соединения нагревом втулки
õт = dв min – dо max = õ, (6.7.10)
где Rzв и Rzо – параметры шероховатости поверхностей соответственно
вала и отверстия втулки в мм.
Можно решать и обратную задачу – задаться посадкой с гарантированным натягом, а затем рассчитать допускаемые величины сдвигающей и окружной силы (крутящего момента), действующих на детали соединения.
В производстве применяются несколько способов сборки соединений с га- рантированным натягом:
1.Запрессовкой вала в отверстие втулки (или, наоборот, втулки на вал) вручную
или под прессом.
2.Нагревом втулки (как правило, в масле) до температуры, когда диаметр отвер-
стия втулки увеличится на величину свободного «одевания» втулки на вал
(≈ на 0,03…0,05 мм).
3.Охлаждением вала (например, жидким азотом или воздухом) до температуры,
когда диаметр вала станет меньше диаметра отверстия втулки с последующей установкой вала в отверстие втулки или, наоборот, втулки на вал.
4.Одновременным охлаждением вала и нагревом втулки для обеспечения доста-
точного зазора в сопряжении под сборку и последующим «одеванием» де-
талей соединения.
Наибольшее применение находят первые два способа сборки – прессовани-ем и нагревом втулки. При прессовании частично срезаются микронеровности сопрягаемых поверхностей, что несколько снижает прочность соединения, но, в ряде случаев, является почти единственно возможным – при сборке соедине-ния вручную в мало приспособленных условиях, в сложных узлах с предварительным заполнением полостей смазочными материалами, если нагрев втулки может вызвать нежелательную деформацию других деталей, уже имею-щихся в узле и др. При разборке и повторной сборке прочность соединения может уменьшиться (особенно, если сопрягаемые поверхности не закалены). В условиях серийного и массового производства чаще всего используется сборка нагревом втулки (реже охлаждением вала в виду сложности технологии, напри-мер, охлаждения жидким воздухом или азотом при –190˚С). Одновременно технология сборки нагревом втулки и охлаждением вала в виду сложности и дороговизны почти не применяется. При охлаждении нагретой втулки или на-греве охлажденного вала до эксплуатационной температуры соединения умень-
шается диаметр отверстия втулки и увеличивается диаметр вала, что и обеспе-чивает возникновение давления в сопряжении и сил трения сцепления. «Темпе-ратурные» технологии обеспечивают наибольшую стабильность прочности соединений (особенно при необходимости эпизодической сборке – разборке соединения), хотя и дорогостоящие.
Разность температур (при «температурной» сборке соединения), обеспечи-вающая зазор сопряжения, можно найти по формуле:
õт + Δз
 Δtсб = , (6.7.11)
Δtсб = , (6.7.11)
α • d
где õт – табличный натяг, найденный согласно формул (6.7.9) и (6.7.10) мм;
Δз – гарантированный зазор для свободной сборки деталей соединения
нагревом или охлаждением (0,03…0,05 мм);
d – номинальный диаметр посадки, мм;
α = температурный коэффициент линейного расширения нагреваемой
или охлаждаемой детали (для стальных деталей α = 12•10-6 град-1,
чугунных – α = 10,5•10-6 град-1, бронзовых – α = 17•10-6 град-1,
латунных – α = 18•10-6 град-1, алюминиевых – α = 23•10-6 град-1).
Применяются и весьма надежные конические соединения с натягом (осевой силой So), допускающие неограниченное число повторных сборок и разборок. Конусность сопрягаемых поверхностей чаще всего 1:50* (запрессовкой) или 1:10* (при натяге гайкой) и отношением ι/d = 0,6…1,5.
*Увеличение диаметра конуса на длине 50 мм = 1 мм или на длине 10 мм = 1 мм).
Пример. Найти температуру нагрева насаживаемой на вал стальной втулки, обеспечивающей гарантированный зазор при сборке соединения Δз = 0,05 мм. Расчетный (табличный) натяг с сопряжении õт = 0,02 мм, номинальный размер сопряжения d = 30 мм, температура соединения до сборки tн =20˚С. Температурный коэффициент линейного расширения нагреваемой втулки α = 12•10-6 град-1.
Согласно формулы (6.7.11) разность температур до и при сборке с нагревом втулки:
õт + Δз 0,02 + 0,05
 Δtсб = = = 233,3˚С.
Δtсб = = = 233,3˚С.
α • d 12•10-6 • 30
Температура нагрева стальной втулки должна быть:
tсб = tн + Δtсб = 20 + 233,3 = 253,3˚С. Можно принять tсб = 254˚С.
Видеофильмы:http://www.youtube.com/watch?v=…
1…MZ3OQnoEAyq-Запрессовка с нагревом.
2…l3dqjMAniqQ-Запрессовка с охлаждением.
Вопросы для самоподготовки:
1.В чем сущность и конструктивная особенность соединения с гарантирован-
ным натягом?
2.Зачем со стороны соединения вала и отверстия имеются фаски?
3.Какие способы используются для сборки соединения с гарантированным
натягом?
4.Как выбрать посадку, обеспечивающую неподвижность соединения?








