 2021-09-04
2021-09-04 83
83
|
Соединения пайкой и склеиванием применяются уже 3-5 тысяч лет. Вначале человек использовал природные клеящие вещества – сок деревьев, растений, смолы, выделяемые растениями, выделения животных, которые по мере высыхания обеспечивали достаточно надежное соединение тех или иных предметов. Со временем человек создал искусственные материалы и техноло-гии пайки и склеивания, которые в совокупности обеспечивают высокую надежность и технологичность соединения предметов друг с другом (рис.6.5.1).
Достоинства пайки и склеивания деталей:
1.Возможность соединения как однородных, так и разнородных материалов (стекло с металлом, сталь
с алюминием, пластмассы с металлом и др.).
2.Возможность замены заклепочных соединений
на паяные (например, клепаную обшивку самоле-
та предполагается заменить на тонкую стальную
ную обшивку паяной сотовой конструкции).
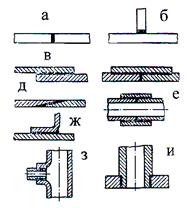
3.Кромки сопрягаемых поверхностей при пайке Рис.6.5.1.Конструктивные
и склеивании не расплавляются, что обеспечивает схемы паяных и клееных
большую точность размеров и повторные ремонт- соединений: а – встык; б –
ные соединения (при сварке это невозможно). втавр; в, г, ж– внахлестку;
4.Относительная простота автоматизации про- д– на “ус”; е–муфт; -з –тру-
цессов пайки и склеивания. ба в трубу; и – труба в от-
5.Низкотемпературная пайка деталей обеспе- верстие
чивает (при правильном подборе припоя) хорошую электропроводность элек-трических соединений не перегревает соединяемые детали.
Конструктивно паяные и клееные соединения подобны сварным (рис.6.5.1), хотя при этом предпочтительно обеспечивать несколько большие поверхности
сопряжения склеиваемых и паяных соединений.
Недостатки клееных и паяных соединений:
1.Паяные и клееные соединения чаще всего не могут работать при
температурах более 200-300°С.
2.Нередко прочность клееных соединений со временем уменьшается.
3.Прочность паяных и клееных соединений на разрыв не всегда
удовлетворительна.
4.Прочность паяного и клееного соединения чаще всего уступает
прочности соединяемых элементов деталей.
5.Трудность заполнения припоем малых зазоров при пайке крупногабаритных
соединений.
а. Соединения пайкой.
Напайными называют соединения, в которых образуются при определенной температуре химические связи между соединяемыми поверхностями и расплавленным припоем, обеспечивающие по мере остывания их неподвижность.
Пайка производится расплавленным припоем, температура которого долж-на быть ниже температуры плавления соединяемых деталей. Поверхности сты-ка соединяемых деталей очищают от окислов, посторонних частиц, обезжири-вают, что обеспечивает хорошую смачиваемость поверхностей расплавленным припоем и заполнение зазора. В среднем зазор при пайке внахлест, встык и втавр составляет 0.03-0.2 мм (в зависимости от припоя). При пайке внахлест обеспечивается равнопрочность шва и соединяемых деталей
1.Характеристика некоторых припоев
| Припой | t плавления, °С | σв, МПа |
| 1.Оловянно-свинцовистый ПОССу 40-2, ГОСТ 1499-70 | ≈ 230 | 45 |
| 2.Медно-цинковый ПМЦ 54, ГОСТ 1534-70 | ≈ 880 | 350 |
| 3.Серебряно-медный ПСр 45/65/70, ГОСТ 8190-65 | 720/640/610 | 400/350330/ |
Видеофильмы:http://www.youtube.com/watch?v=
1…FBhqlnxRHA-Пайка микросхем.
2…9b5nqCdiFRY-Пайка миниволной.
Расчет прочности паяных соединений.








 1. Паяных соединений встык (рис.6.5.2). Р Р
1. Паяных соединений встык (рис.6.5.2). Р Р




Стык перпендикулярен вектору дейст- S припой
b

 вующей растягивающей силе Р. Вектор силы Р Р Р Р симметричен ширине b соединяемых плас-
вующей растягивающей силе Р. Вектор силы Р Р Р Р симметричен ширине b соединяемых плас-
тин толщиной S. Рис.6.5.2. Схемы нагрузки
Напряжения разрыва в паяном шве паяного соединения встык.
можно определить по формуле:
σр = Р /(S • b) ≤ [σр] = 0,6• σв/n, (6.5.1)
где σв – временное сопротивление разрыву материала припоя – табл. 1;
[σр] – допускаемое напряжения разрыва материала припоя, МПа;
n=1,5÷2,5 – коэффициент запаса прочности соединения (в зависимости от
степени ответственности соединения).
Пример. Определить ширину b паяного соединения встык (рис.6.5.2) 2 х пластин толщиной S =2 мм припоем ПОССу 40-2. Растягивающее соединение усилие Р = 1000 н. Степень ответственности соединения – средняя.
Из формулы (1): b ≥ Р• n/(S •0,6• σв) = 1000 •2/(2 •0,6 • 45) = 37 мм.









 2. Паяных соединений внахлестку (рис.6.5.3). Р S1 ι S2
2. Паяных соединений внахлестку (рис.6.5.3). Р S1 ι S2

 Для паяных соединений внахлестку и симмет- припой Р
Для паяных соединений внахлестку и симмет- припой Р


|



 ричном приложении сдвигающей силы Р все Р Р
ричном приложении сдвигающей силы Р все Р Р

 все элементы соединения равнопрочны.
все элементы соединения равнопрочны.
Напряжение среза (сдвига) в паяном шве: Рис.6.5.3.Схема нагружения пая-
τср = Р / (ι • b) ≤ [τср] = 0,6 • σв/n, (6.5.2) ного соединения внахлестку
где σв – временное сопротивление разрыву материала припоя – табл.6.5. 1;
[τср] – допускаемое напряжение на срез материала припоя;
ι и b – соответственно длина и ширина паяного соединения;
n = 2,0÷3,0 – коэффициент запаса прочности соединения с учетом возника-
ющего момента от несоосности силы Р (в вертикальной плоскости) и в
зависимости от степени ответственности соединения.
При проектном расчете часто размером b, маркой припоя и коэффициентом запаса прочности соединения n задаются в зависимости от каких-либо эксплу-атационных факторов (например, минимизация ширины соединения, обеспе-чение максимальной прочности в совокупности с применением высокопроч-ного припоя и др.) и рассчитывают длину ι соединения. В некоторых случаях задаются и длиной ι соединения и выполняют проверочный расчет по напря-жениям среза согласно зависимости (6.5.2).
При расчете прочности деталей соединений внахлестку из условия равнопрочности всех элементов ширина нахлестки (при известных остальных параметрах) находится по формуле:
bi= Р• n /(Si·0,6·σвi), (6.5.3)
где Si – толщина соответствующей детали соединения;
σвi –временное напряжение разрыву материала соответствующей детали
соединения.
Расчет следует произвести для каждой детали соединения (если они из разных материалов и имеют неодинаковую толщину S) и принять большее значение b.
Пример. Обеспечена ли прочность паяного соединения внахлестку (рис.6.5.3) припоем ПОССу 40-2 при растягивающем усилии Р = 1000 н, длине, ширине нахлестки ι·b = 10·10 мм и толщине латунных пластин (фольги) S = 0,3 мм (σв=480 МПа). Коэффициент запаса прочности соединения принять n = 3.
Напряжения среза согласно формулы (6.5.2):
τср = Р/(ι•b) ≤ [τср] = 0,6•σв/n = 1000/(10•10) =10 МПа > 0,6•45/3 = 9МПа.
Прочность припоя соединения не обеспечена, так как фактические напря-жения среза больше допускаемой величины. Для обеспечения достаточной прочности соединения необходимо либо увеличить площадь пайки, либо при-менить припой с большей величиной σв.
В сечениях пластин нормальных вектору растягивающей силы Р действуют
напряжения разрыва:
σр = Р/(S•b) = 1000/(0,3•10)= 333 МПа > [σр] = 0,6• σв/n=0,6•480/3 = 96 МПа.
Прочность припаиваемых пластин в соединении не обеспечена, так как фактические напряжения разрыва больше допускаемой величины напряжения разрыва материала пластин. Для обеспечения достаточной прочности пластин соединения необходимо либо увеличить ширину пластин b, либо их толщину S (или одновременно увеличить S и b).






 б. Клееные соединения Р S1 ι S2
б. Клееные соединения Р S1 ι S2




 Р
Р
Клееными называют соединения деталей клей

|


 клеевым составом с образованием сил адгезии Р Р
клеевым составом с образованием сил адгезии Р Р

 (сцепления) затвердевающего клея с сопрягае-
(сцепления) затвердевающего клея с сопрягае-
мыми поверхностями деталей. Конструктивно Рис.6.5.4. Схема нагружения
клееные соединения аналогичны паяным, толь- клееного соединения внах-
ко вместо припоя используется жидкий клей, лестку
наносимый тонким слоем (0,05 - 0,15 мм) на заранее очищенные и обезжирен-ные поверхности сопряжения, выдерживаются на воздухе в течение 3-10 минут с последующим сдавливанием деталей на некоторое время (склеиванием при обычной температуре) либо после нанесения клея склеиваемые поверхности сдавливаются и выдерживаются при определенной температуре в спецпечи.
Предпочтительно обеспечивать параметр шероховатости склеиваемых поверхностей Rz ≈ 10-20 мкм..
Применяющиеся клеи могут быть универсальными, т.е. с высокой адгезией к множеству материалов – типа БФ, Момент, 88 и др., и с избирательной адге-
зией к каким-либо определенным материалам – резиновый, авиационный В29.
Клееные соединения лучше работают на сдвиг и хуже на отрыв. Поэтому чаще всего проектируют клееные соединения внахлестку (рис.6.5.4). В зависи-мости от типа клея клеевые соединения могут быть водостойкими, теплостой-
кими (до 200-300°С, 500-650°С, до 1000°С, но ограниченное время), хладосто-
йкими, эластичными (склеивание тканей, резины) и др.
По природе основного компонента клеи подразделяются на неорганические – для склеивания, как правило, неорганических материалов: металлов, стекла, керамики, пластмасс, древесины, текстиля, органические – для склеивания органических и неорганических материалов, и элементоорганические, обладающие высокой термостойкостью – для склеивания металлов, керамики, термостойких пластиков и др. – табл.6.5.4.








