 2014-02-17
2014-02-17 714
714Выполнение работы
Дефектация выполняется в следующем порядке:
1) Проверка документов на двигатель и определение наработки двигателя и составных частей в эксплуатации.
2) Проведение внешнего осмотра ДСЕ на специальных контрольных стеллажах, поворотных подставках, визуальным контролем с оформлением ведомости осмотра.
3) Проведение специальных видов контроля неразрушающих материал ДСЕ, методами магнитного люминесцентного контроля, цветной дефектоскопии и методом вихревых токов и др.: ультразвуковой, радиографический и рентгеноконтроль.
4) По окончанию дефектации все отбракованные ДСЕ строго изолируются для изъятия из цикла ремонта и утилизируются в металлолом.
Метод магнитного контроля позволяет выявить дефекты в деталях из материалов на основе железа, сталей и сплавов. При магнитном контроле выявляются дефекты тонкие, невидимые глазу, выходящие на поверхность или лежащие на небольшой глубине под поверхностью (до1.1 под углом 120* к поверхности).
К ним относятся: трещины, флокины, надрывы, непровары стыков, складки заполненные окислами, закаты, заковы, волосовины, газовые пузыри, лаковые включения, расслоения.
Указанные дефекты образуются в процессе проката, ковки, механической обработки при изготовление ДСЕ и выявляются в виде скрытых дефектов после работы двигателя в эксплуатации.
Оборудование для магнитного контроля:
- Источник электроэнергии с выходом мощности (27-36 вольт)
- Магнитный дефектоскоп переменного тока для намагниченных деталей
- Ванна с полировочным устройством
- Стол для осмотра
- Камера для размагничивания переменного тока
- Переносной электромагнит для крупных деталей
- Прибор контроля намагничивания
- Килоамперметр для измерения силы тока
Для проведения магнитного контроля применяются следующие материалы:
- Магнитный порошок из тонко измельченной окиси железа называемой крокусом черного цвета для светлых поверхностей деталей
- Магнитный порошок из тонко измельченного карбитного железа с добавлением алюминевой пудры серого цвета для деталей с темной поверхностью
- Магнитная суспензия – приготавливается из магнитного порошка и жидкого состава:
Трансформаторное масло, керосин, вода.
Состав: 0.5л масла трансформаторное + 0.5л керосин + 1л воды + (20-30)г магнитного порошка
Деталь: внутреннее кольцо подшипника редуктора 24.100.514 двигателя НК-12
Материал детали: Сталь ШХ 15
Величина силы тока 1500А, d стержня намагничивания (20-30) мм, вид намагничивания циркулярный, продольный.
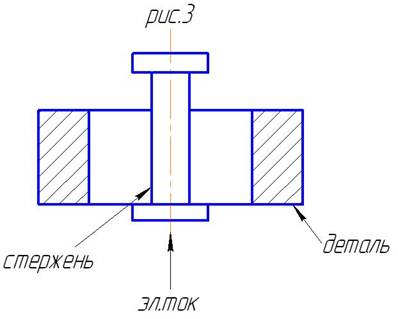
1. Намагнитить деталь циркулярно, пропустив ток через стержень на котором установлена деталь. (см эскиз)
2. Одновременно с намагничиванием полить деталь магнитной суспензией
3. Установить намагниченную деталь на стол и осмотреть места где скапливается магнитный порошок.
1к. Контроль на остаточной намагниченности
4. Установить деталь на стержень и намагнитить деталь продольно между полюсами магнита с одновременным поливом суспензии и осмотром детали в приложенном магнитном поле, фиксируя скопление порошка в местах дефектов
2к. Контроль в приложенном электрическом поле
5. Размагнитить деталь в камере для размагничивания.
3к. Согласно, нормативам допустимых и не допустимых дефектов выполнить дефектацию деталей: не допускаются флопины, трещины, волосовины, шлаковключение.
Допускаются: волосовины вдоль волокон не более 2-х мм. в количестве не более 2-х штук или до 3-х мм в количестве не более одной штуке.








