2014-02-17
2014-02-17 1152
1152Применение спиральных вставок для восстановления
Один из способов восстановления изношенной или поврежденной резьбы – это установка резьбовой спиральной вставки. Эти вставки изготавливают из коррозиестойкой проволоки ромбического сечения в виде пружинящей спирали (рис. 5.7).
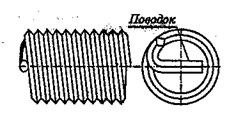 Рис. 5.7. Резьбовая спиральная вставка
Рис. 5.7. Резьбовая спиральная вставка
Технологический процесс восстановления резьбовой поверхности включает:
· рассверливание отверстия (табл. 5.2) с применением накладного кондуктора и снятие фаски (1 450). Смещение осей отверстий не более 0,15 мм, перекос осей отверстий не более 0,15 мм на длине 100 мм;
450). Смещение осей отверстий не более 0,15 мм, перекос осей отверстий не более 0,15 мм на длине 100 мм;
· нарезание резьбы в рассверленном отверстии детали (табл. 5.2). Скорость резания 4…5 м/мин, частота вращения 60…80 мин-1;
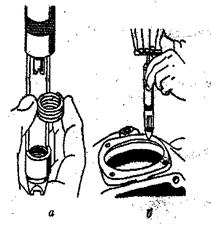
· установка резьбовой вставки в деталь: установить резьбовую вставку в монтажный инструмент (рис. 5.8,а); ввести стержень инструмента в резьбовую вставку так, чтобы ее технологический поводок вошел в паз нижнего конца стержня; завернуть вставку в отверстие наконечника инструмента, а затем с помощью инструмента в резьбовое отверстие детали
(рис. 5.8,б);
· вынуть инструмент и удалить (посредством удара бородка) технологический поводок резьбовой вставки;
· контроль качества восстановления резьбы с помощью «проходного» и «непроходного» калибра или контрольного болта. При контроле резьбовая вставка не должна вывертываться вместе с калибром.
Таблица 5.2
Технологические рекомендации по установке резьбовых
спиральных вставок
| Рассверлить изношенные резьбовые отверстия до размеров, указанных в таблице. Скорость резания до 30 м/мин, подача 0,05…0,2 мм/об. | Нормальная резьба отверстия | Допус-тимый диаметр отверстия, мм | Диаметр сверла, мм | Диаметр рассвер- ленного отверстия, мм | Размер метчика | Наружный диаметр спиральной вставки |
| М8 М10 М12 М121,25 М14 М141,5 М16 М161,5 М18 М181,5 М20 | 8,86 10,62 12,38 12,38 14,13 14,62 16,40 16,62 18,13 18,40 20,40 | 8,7 10,5 12,2 12,7 14,0 14,5 16,21 16,5 18,0 18,0 20,0 | 8,7-8,86 10,45-10,62 12,18-12,38 12,70-12,86 13,90-14,13 14,45-14,62 16,20-16,40 16,45-16,62 18,10-18,40 18,90-19,13 20,10-20,40 | М101,25 М121,5 М141,75 М14 1,25 М162,0 М161,5 М182,0 М181,5 М202,5 М201,25 М222,5 | 10,1+0,15 12,2+0,15 14,7+0,20 14,7+0,20 16,3+0,25 17,0+0,25 18,4+0,25 18,7+0,25 20,4+0,25 21,1+0,25 22,5+0,30 |
Проходной калибр, завернутый на всю длину вставки, не должен отклоняться более чем на 0,5 мм в любую сторону. Непроходной резьбовой калибр соответствующего размера не должен ввертываться в установленную в деталь вставку. Резьбовая вставка должна утопать в резьбовом отверстии не менее чем на один виток резьбы. Выступание ее не допускается.
| Рис. 5.8. Установка резьбовой вставки: а – в монтажный инструмент; б – в резьбовое отверстие детали |