 2015-03-20
2015-03-20 11280
11280Резьбовые соединения относятся к неподвижным разъемным.
В зависимости от условий нагружения различают
- соединения без предварительной затяжки и
- с предварительной затяжкой.
Чаще всего собирают с предварительной затяжкой.
Процесс сборки в этом случае состоит из операций
- установки резьбовых деталей
- их наживления
- завинчивания
- предварительной затяжки
- окончательной затяжки
- контроля затяжки
- стопорения резьбовых деталей.
В зависимости от типа производства сборка выполняется
-вручную
- с помощью механизированного инструмента и на
- специальных сборочных машинах.
Затяжка резьбового соединения, что определяет надежность работы соединения, осуществляется
- приложением внешнего крутящего момента
- ударно-вращательными импульсами и
- приложением осевых сил.
Для сборки с приложением крутящего момента используют
- ключи, отвертки и
- механизированный инструмент (гайковерты, винтоверты, шпильковерты, шуруповерты и др.).
Требуемую затяжку получают следующими способами
- ограничением крутящего момента
- поворотом гайки на заданный угол
- непрерывным измерением отношения прирвщения прикладываемого момента к приращению соответствующего угла поворота гайки
- измерением удлинения болта или шпильки
- с помощью контроля деформации промежуточных деталей.
Чаще применяется первый способ и при
- ручной сборке применяют динамометрические и предельные ключи
- механизированной и автоматизированной сборке – встраиваемые предельные фрикционные, кулачковые и другие муфты.
В обычном резьбовом соединении болт или винт ставят в отверстие с зазором. Неподвижность соединения обеспечивается затяжкой гайки или винта. Стержень болта и отверстие при этом способе не требуют точной обработки, а центрирование соединяемых деталей обеспечивается за счет установки цилиндрических или конических (обычно двух) штифтов, максимально удаленных друг от друга. Штифты запрессовывают в отверстия, обработанные сверлением и развертыванием в предварительно собранных и отрегулированных деталях.
В незатянутом болтовом соединении болт со шлифованным стержнем без зазора по переходной посадке ставят в развернутое отверстие соединяемых деталей. При сборке соединения проверяют: плотность прилегания поверхностей соединяемых деталей (при отсутствии такового - пропиливание, шабрение, шлифование); соблюдение технических требований к резьбовым деталям; состояние прокладки и замена ее при необходимости.
Сборку резьбового соединения производят в следующем порядке:
пригоняют соединяемые детали; совмещают их с установкой между ними при необходимости прокладки, причем бумажные, картонные или тканевые прокладки предварительно пропитывают тавотом или смазывают суриком; в отверстие вводят болт (при соединении без зазора запрессовывают) или в корпус завертывают шпильку и на нее надевают другую деталь; ставят шайбу и навертывают гайку; регулируют положение соединяемых деталей и предварительно затягивают гайки (для этих целей могут быть использованы монтажные болты или струбцины); ставят контрольные штифты; окончательно затягивают гайки (для группы болтов затяжку осуществляют крест-накрест, начиная со средних болтов).
Для достижения определенного усилия затяжки гаек используют динамические ключи. С целью предохранения от самопроизвольного отвинчивания резьбовые соединения стопорят одним из способов, изображенных на рисунке: 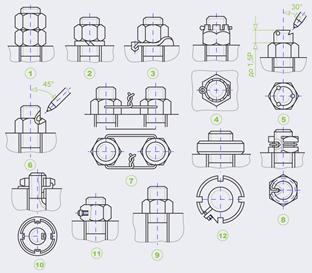
1. контргайкой;
2. пружинной шайбой;
3. стопорной шайбой с лапкой;
4. шплинтом разводным;
5. кернеиием торца резьбового стержня;
6. боковым кернением резьбовых деталей;
7. вязкой мягкой проволокой;
8. засверливанием гайки и резьбового стержня и установкой пружинного кольца с выступающим внутрь концом;
9. приваркой головки резьбового стержня к гайке;
10. стопорной многолапчатой шайбой;
11. стопорным винтом с мягкой прокладкой;
12. разрезной гайкой, стягиваемой винтом.
.Деформации деталей при закреплении
Уменьшению погрешностей сборки, вызванных деформированием деталей при закреплении, способствуют:
1. Правильное конструктивное оформление баз деталей и средств крепления. Исключающее (уменьшающее) возможность возникновения пар сил, изгибающих и скручивающих детали.
2. Затяжка крепежных деталей с равномерной силой и требуемым моментом затяжки. Использование предельных (тарированных) ключей позволяет обеспечить требуемый момент затяжки.
3.Обеспечение при изготовлении деталей правильного положения крепежных отверстий и площадок под гайки и головки болтов. Отклонение от перпендикулярности оси резьбового отверстия относительно площадки под головку болта приведет к перекосу болта при ввинчивании и изгибу при затяжке (рис.13.3).
4. Соблюдение определенной последовательности завинчивания гаек или винтов при большом их числе. Последовательность закрепления гаек и винтов основана на принципе сокращения упругих деформаций сопрягаемых деталей в направлении от середины к краям (рис.13.4).

