 2014-02-17
2014-02-17 1082
1082Для восстановления резьбовых и гладких отверстий в корпусных деталях, шеек валов и осей, зубчатых зацеплений, изношенных плоскостей применяют способ дополнительных ремонтных деталей (ДРД).
Изношенная поверхность, при восстановлении детали, обрабатывается под больший (отверстие) или меньший (вал) размер и на нее устанавливается специально изготовленная ДРД: ввертыш, втулка, насадка, компенсирующая шайба или планка (рис. 5.4). Крепление ДРД на основной детали производится напрессовкой с гарантированным натягом, приваркой, стопорными винтами, клеевыми композициями, на резьбе. При выборе материала для дополнительных деталей следует учитывать условия их работы и обеспечивать срок службы до очередного ремонта. После установки рабочие поверхности дополнительных деталей обрабатываются под номинальный размер с соблюдением требуемой точности и шероховатости.
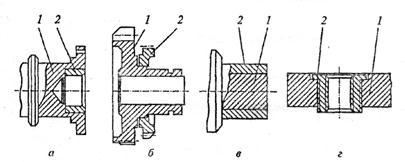
Рис. 5.4. Восстановление изношенных отверстий (а), шестерен (б), шеек цапф (в),
резьб (г) постановкой дополнительных деталей: 1 – изношенная деталь;
2 – дополнительная деталь
Усилие запрессовки F подсчитывается по формуле:
F = fπdLp,
где f = 0,08…0,10 - коэффициент трения;
d - диаметр контактирующих поверхностей, мм;
L - длина запрессовки, мм;
p – удельное контактное давление сжатия, кгс/мм2.
Если для постановки ДРД используются тепловые методы сборки, то температуру нагрева охватывающей детали или охлаждения охватываемой детали определяют по формуле
Т = 10 – 3К ( + Ѕ) / (
+ Ѕ) / (  d),
d),
где К = 1,15…1,30 – коэффициент, учитывающий частичное охлаждение
или нагрев при сборке;
- максимальный расчетный натяг, мкм;
Ѕ - гарантированный зазор, мкм;
- коэффициент линейного расширения охватывающей детали при
нагреве или охватываемой при охлаждении.

