 2014-02-09
2014-02-09 1561
1561Кузнечная сварка – операция свободной ковки, с помощью которой осуществляют неразъемное соединение двух и более поковок или их частей. Сварка выполняется путем совместного деформирования свариваемых частей, в результате чего возникают прочные связи между атомами соединяемых тел. Для осуществления сварки необходимо привести в действие силы сцепления, связывающие в единое целое элементарные частицы, из которых состоят свариваемые объемы металла. Силы сцепления проявляются во взаимодействии электронных оболочек атомов свариваемых тел. Поэтому в процессе сварки необходимо, во-первых, сблизить атомы свариваемых поверхностей на расстояние порядка атомного радиуса и, во-вторых, заставить взаимодействовать электронные оболочки атомов. Первое достигается интенсивной деформацией, второе обеспечивается высокой температурой нагрева, при которой электроны на электронных оболочках атомов свариваемых частей выходят из состояния устойчивого равновесия, что как раз и способствует активизации сил сцепления.
В настоящее время кузнечная сварка имеет ограниченное применение в производстве. В основном она используется при ремонте отдельных частей машин, или при изготовлении некоторых мелких поковок (звеньев цепей, соединительных колец грузоподъемных крюков и т.д.). Это объясняется появлением более производительных способов сварки, к которым относятся электросварка, газосварка, сварка трением и др.
Для качественного осуществления кузнечной сварки необходимо выполнение следующих обязательных условий.
1. Содержание углерода в металле не должно превышать 0,25%, так как при большем содержании углерода качество свариваемых соединений ухудшается, а при содержании углерода свыше 0,45% происходит резкое снижение механических свойств свариваемого металла в месте сварного шва.
2. Температура металла при кузнечной сварке должна быть на  С выше верхней границы температуры ковки свариваемого металла.
С выше верхней границы температуры ковки свариваемого металла.
3. Нижняя граница температурного интервала сварки должна быть не ниже «порога свариваемости», который определяется температурой 1100ОС.
4. Нагрев металла для операции сварки лучше выполнять в закрытых печах (камерных), так как при нагреве в открытых печах и в горнах происходит интенсивное окисление поверхностей нагреваемого металла.
5. Для предотвращения интенсивного окисления во время нагрева заготовок под сварку их рекомендуется присыпать флюсами, которые с окалиной нагреваемого металла образуют низкотемпературноплавкие шлаки, покрывающие в виде тонкой пленки нагреваемую поверхность и, таким образом, предотвращают образование окалины. После нагрева до сварочной температуры шлаковая пленка легко удаляется с нагретой поверхности металлической щеткой или легким ударом нагретой заготовки по наковальне. В качестве флюсов используют кварцевый песок SiO2 (речной), поваренную соль NaCl и буру. Безводная бура получается прокаливанием водной буры (минерала тикала – Na2×B4×O2×10H2O), в результате чего последняя превращается в стекловидный хрупкий порошок различных цветовых оттенков в зависимости от температуры прокаливания. В качестве флюсов используют также смесь из песка, соли и буры.
Сварку вручную с одного нагрева можно осуществить для заготовок диаметром до Æ30мм, а с двух нагревов – для заготовок диаметром до Æ60мм. Сварку на молотах выполняют для прутков диаметром до Æ120мм. На прессах можно сваривать заготовки диаметром до Æ240мм.
В производственной практике различают два основных вида сварки обработкой давлением: сварку кузнечную и газопрессовую.
Кузнечная сварка может быть выполнена следующими приемами:
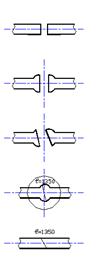
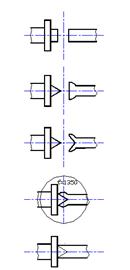
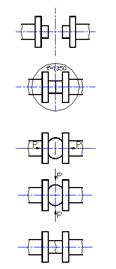
– внахлестку (внакладку), осуществляемую в случае возможности отковки (заделки) в свариваемых заготовках скосов-лацканов (рис. 63а);
– вразруб (в замок), осуществляемую в случае возможности откова в одной из заготовок специальной замковой части, тогда концевая часть второй заготовки оттягивается на клин (язычок), см. рис. 63б;
– встык (впритык), осуществляемую в случае невозможности специальных отковок ни в одной из свариваемых заготовок (рис. 63в);
– врасщеп, осуществляемую при сварке полосового материала (рис. 63г).

Кроме того, различают сварку, при которой соединение концов заготовок выполняют с помощью металлических вставок-шашек.
Из названных видов сварка внахлестку является наиболее качественной.
Газопрессовая сварка выполняется при постоянном газовом нагреве свариваемых частей заготовок в самом процессе сварки. Она осуществляется на прессах по схеме, показанной на рис. 63в.
Расчет усилия, обеспечивающего сварку, обычно не выполняют, но в случае необходимости оно может быть найдено по формулам для определения усилия соответствующих операций (протяжки, осадки).








