 2014-02-24
2014-02-24 4533
4533Шлицевое (зубчатое, пазовое) соединение – подвижное или неподвижное соединение двух соосных деталей, имеющих равномерно расположенные пазы и выступы (выступы одной детали входят в пазы другой).
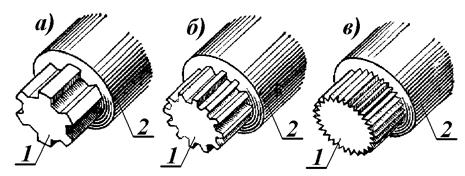 Рис. 43. Шлицевое соединение: а) прямобочными шлицами; б) эвольвентными шлицами; в) треугольными шлицами; 1 – вал, 2 – ступица.
Рис. 43. Шлицевое соединение: а) прямобочными шлицами; б) эвольвентными шлицами; в) треугольными шлицами; 1 – вал, 2 – ступица.
|
Шлицевое соединение (рис. 43) конструктивно включает всего две детали: вал, несущий на своей цилиндрической поверхности продольные выступы определённой формы – шлицы, и ступицу, в отверстии которой выполнены продольные пазы, соответствующие по конфигурации шлицам вала.
В шлицевых соединениях используются шлицы трёх разновидностей поперечного сечения: прямобочные (рис. 43, а), эвольвентные (рис. 43, б) и треугольные (рис. 43, в). Прямобочные шлицы в поперечном сечении имеют боковые стенки в виде прямой линии, боковая поверхность эвольвентных шлицов в поперечном сечении образует эвольвенту, а треугольные шлицы в поперечном сечении имеют форму треугольника со срезанной вершиной.
По направлению продольной оси шлицы бывают: прямолинейные, продольная ось которых направлена вдоль образующей несущего цилиндра, и винтовые, имеющие продольную ось, направленную по винтовой линии под некоторым углом к образующей несущего цилиндра.
Шлицевые соединения находят самое широкое применение, как в общемашиностроительных конструкциях (станки, транспортные и транспортирующие машины, грузоподъёмные устройства и т.п.), так и в машинах. Широкое применение шлицевых соединений обусловлено их преимуществами перед шпоночным.
Преимущества шлицевого соединения:
1. высокая нагрузочная способность;
2. меньшая концентрация напряжений в материале вала и ступицы;
3. лучшее центрирование соединяемых деталей и более точное направление при осевых перемещениях;
4. высокая надёжность при динамических и реверсивных нагрузках;
5. минимальное число деталей, участвующих в соединении.
Недостатком шлицевого соединения является относительно высокая стоимость и трудоёмкость изготовления.
Шлицевые валы изготавливаются в массовом производстве по технологии, аналогичной технологии изготовления зубчатых колёс (метод обкатки, способ – нарезание посредством червячных фрез), в штучном и мелкосерийном производстве используется метод копирования (требует наличия специального инструмента), а в случае отсутствия специнструмента валы изготавливаются методом фрезерования на универсальных фрезерных станках. Возможно также изготовление таких валов на обрабатывающих центрах с числовым программным управлением.
Шлицевые пазы в отверстиях ступиц при массовом производстве изготавливаются методом протягивания (инструмент – протяжка) или долблением специальными долбяками. В штучном производстве изготовление ведётся только долблением.
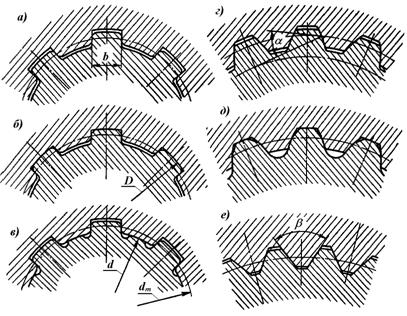 Рис. 44. Типы и центрирование зубчатых соединений: прямобочные: а) по боковым поверхностям b; б) по наружному диаметру D; в) по внутреннему диаметру d; эвольвентные – г) по боковым поверхностям; д) по наружному диаметру; треугольные: е) центрируются только по боковым поверхностям.
Рис. 44. Типы и центрирование зубчатых соединений: прямобочные: а) по боковым поверхностям b; б) по наружному диаметру D; в) по внутреннему диаметру d; эвольвентные – г) по боковым поверхностям; д) по наружному диаметру; треугольные: е) центрируются только по боковым поверхностям.
|
Центрирование вала и ступицы в шлицевых соединениях может выполняться тремя способами:
1. по боковым поверхностям шлицов;
2. по внешнему (наружному) диаметру (диаметру вершин шлицов);
3. по внутреннему диаметру (по дну впадин между шлицами).
В прямобочных шлицевых соединениях используют любой из трёх названных способов центрирования (рис. 44, а, б, в), в эвольвентных – только два, по боковым поверхностям или по наружному диаметру (рис. 44, г, д), в соединениях с треугольными шлицами применим только способ центрирования по боковым поверхностям (рис. 44, е).
6.7. Профильные, призматические и фрикционные соединения
Профильное соединение -подвижное или неподвижное соединение двух соосных деталей, контактная поверхность которых в поперечном сечении имеет форму плавной замкнутой кривой, отличной от окружности (рис. 45).
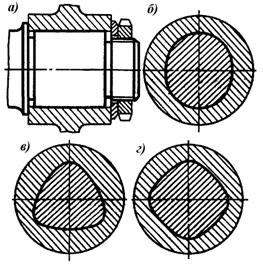 Рис. 45. Профильное соединение: а) продольное сечение; б), в), г) возможные поперечные сечения: овальное, треугольное, квадратное.
Рис. 45. Профильное соединение: а) продольное сечение; б), в), г) возможные поперечные сечения: овальное, треугольное, квадратное.
|
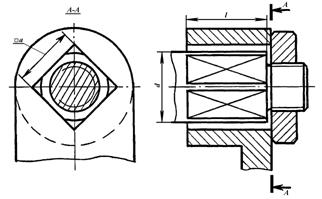 Рис. 46. Соединение призматическое «на квадрат».
Рис. 46. Соединение призматическое «на квадрат».
|
Достоинством профильного соединения является отсутствие выступающих элементов, вызывающих концентрацию напряжений. Однако в профильных соединениях вследствие малых плеч контактные напряжения существенно выше по сравнению со шлицевыми, причём напряжения эти тем больше, чем большее число граней имеет профильное соединение. Кроме того, в профильном соединении на ступицу действуют значительные распорные силы, требующие большей толщины её стенок. По этой причине профильные соединения применяются в малонагруженных передачах, например, в соединениях рычагов с поворотными валиками в механизмах переключения передач.
Призматическое соединение - подвижное или неподвижное соединение двух соосных деталей, контактная поверхность которых в поперечном сечении имеет форму многоугольника. Наиболее распространёнными среди призматических соединений являются соединения «на квадрат» (рис. 46) или «на шестигранник». Призматические соединения наиболее просты в изготовлении при индивидуальном производстве.
При передаче моментной нагрузки в призматическом соединении нагрузка на каждой грани распределяется по треугольнику – на одной стороне грани напряжения равны нулю, а на другой кромке максимальны.
К группе фрикционных соединений (соединений с натягом) относятся соединения, в которых передача крутящего момента происходит за счёт сил трения, возникающих между контактирующими поверхностями соединения вследствие их предварительного сжатия при сборке. Такими являются соединения прессовые, клеммовые и конусные.
Фрикционные соединения просты в изготовлении и сборке, но склонны к ослаблению несущей способности при многократной переборке. Разборка и сборка таких соединений требует особой аккуратности и, как правило, должна выполняться с применением специальных технологических приёмов и приспособлений.
Прессовое соединение характеризуется тем, что в свободном состоянии (до сборки) диаметр посадочной поверхности вала несколько больше, чем диаметр отверстия в ступице. После сборки эти два диаметра выравниваются, при этом посадочная часть вала сжимается в радиальном направлении, а ступица растягивается.
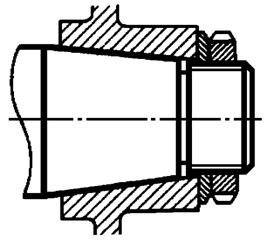 Рис. 47. Конусное фрикционное соединение
Рис. 47. Конусное фрикционное соединение
|
Между контактирующими поверхностями вала и ступицы действуют контактные напряжения сжатия, а нагружение соединения крутящим моментом вызывает появление и сил трения.
На концевых участках валов предпочтение часто отдаётся конусным соединениям (рис. 47), для затяжки которых конец вала снабжается резьбовой частью. Затяжка соединения осуществляется навинчиванием гайки на резьбовой конец вала, либо завинчиванием винта, если концевой участок вала снабжён внутренней резьбой. Контроль затяжки осуществляется, как правило, по величине осевого перемещения ступицы относительно вала. После необходимой затяжки резьбовой элемент, винт или гайка, стопорится каким-либо из известных способов.
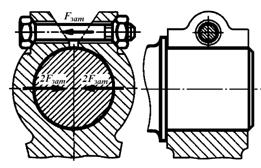 Рис. 48. Клеммовое соединение
Рис. 48. Клеммовое соединение
|
В клеммовом соединении сжатие деталей обеспечивается специальными болтами (рис. 48). Соединение вследствие отсутствия шпонок позволяет выполнять закрепление деталей в произвольном положении, как по длине, так и по углу поворота. Это позволяет использовать соединение для закрепления на валах кривошипов, рычагов, кронштейнов.
Несущая способность клеммового соединения примерно в 2 раза ниже по сравнению с прессовым при тех же размерах и величине сжатия поверхностей.
Представленный в настоящей лекции материал о разборных соединениях для передачи крутящего момента даёт самые общие и краткие сведения о таких соединениях и не претендует на исчерпывающую полноту описания. Учащемуся необходимо самостоятельно знакомиться с встречающимися конструктивными вариантами, осваивать способы их проектирования и применения, пользуясь справочной и другой технической литературой.
7. КОРПУСНЫЕ ДЕТАЛИ, СМАЗОЧНЫЕ И
УПЛОТНЯЮЩИЕ УСТРОЙСТВА

