 2014-02-24
2014-02-24 3023
3023МАТЕМАТИЧЕСКОЕ ОБЕСПЕЧЕНИЕ САПР ТП
Совокупность математических методов, моделей и алгоритмов, примененных в САПР ТП, называют математическим обеспечением системы. Основу математического обеспечения САПР ТП составляют алгоритмы и методики решения задач технологического проектирования. Алгоритмом называют конечный набор предписаний для получения решения задачи посредством конечного числа операций (действий). В соответствии с алгоритмами разрабатывают впоследствии программное обеспечение и выполняют автоматизированное проектирование.
Разработка математического обеспечения является самым сложным этапом создания САПР ТП, от которого в наибольшей степени зависит эффективность ее работы.
Математическое обеспечение САПР ТП включает в себя:
математические модели объекта проектирования (ТП или его фрагментов), а также предмета производства (детали, сборочной единицы) в состояниях, соответствующих различным этапам проектируемого ТП;
формализованное описание принятой технологии автоматизированного проектирования.
В любой САПР ТП эти части математического обеспечения должны взаимодействовать. Эффективность взаимодействия определяет эффективность работы системы.
ТП в машиностроении — сложные динамические системы, в которых в едином комплексе взаимосвязаны оборудование, инструмент, обрабатываемые заготовки (собираемые узлы), средства технологического оснащения, вспомогательные и транспортные устройства, а также рабочие (операторы, сборщики).
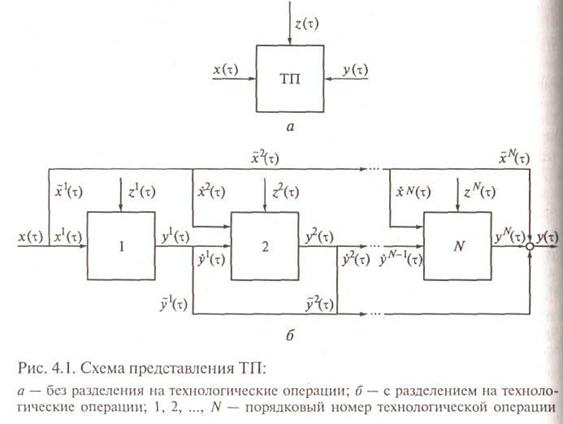
В общем случае ТП в машиностроении представляют в виде многомерного объекта (рис. 4.1, а), на входе которого действует вектор входных переменных  :
:

Где x1(τ), x2(τ),…xn(τ) - составляющие вектора , они характеризуют, прежде всего, полный набор свойств заготовок и полуфабрикатов (размеры и их отклонения, шероховатость и микротвердость поверхностей, структурные параметры и т.д.), используемых в данном объекте.
Выходные переменные описывает вектор  :
:

где y1(τ), y2(τ),…ym(τ) — составляющие вектора , они характеризуют, например, свойства готовой детали (точность размеров, формы и взаимного расположения поверхностей, шероховатость и микротвердость поверхностей и т.д.).
Составляющими как входного, так и выходного векторов могут быть не только конструктивно-технологические свойства заготовок, деталей, сборочных единиц, но и величины, отражающие технико-экономические показатели ТП.
Параметры, характеризующие условия протекания ТП, описывает вектор  :
:

где z1(τ), z2(τ),…zk(τ) — составляющие вектора , это, например, температура, давление, подача, частота вращения, а также факторы, оказывающие дестабилизирующее действие на ход ТП.
Размерность векторов , , для реальных процессов очень велика, и учесть все их составляющие невозможно, часть составляющих рассматривают как случайные функции.
Вектор включает в себя как измеряемые, так и неизмеряемые входные переменные. Учесть все входные переменные, влияющие на ход процесса и выходные переменные, невозможно. I фактически ограничиваются только небольшой частью основных входных переменных, определяющих выходные переменные, а остальные относят к неконтролируемым факторам.
ТП представляет собой структуру последовательно соединенных элементов — технологических операций. Каждая операция характеризуется собственными, только ей присущими векторами входных и выходных переменных, а также вектором условий. Размерность векторов входных и выходных переменных для операций значительно меньше, чем размерность одноименных векторов ТП.
Составляющая вектора входных переменных первой технологической операции является только частью составляющих вектора входных переменных ТП (рис. 4.1, б):

|
Неиспользованные в первой операции входные переменные  поступают на вход второй операции. Составляющая
поступают на вход второй операции. Составляющая  характеризует те свойства изделия, которые не подвергались изменению в первой технологической операции.
характеризует те свойства изделия, которые не подвергались изменению в первой технологической операции.
Вектор выходных переменных первой операции  включает в себя составляющую
включает в себя составляющую  , которая в дальнейшем не будет изменяться и непосредственно войдет в вектор
, которая в дальнейшем не будет изменяться и непосредственно войдет в вектор  выходных переменных процесса, а также составляющую
выходных переменных процесса, а также составляющую  входных переменных для второй операции. Для множества составляющих вектора справедливо
входных переменных для второй операции. Для множества составляющих вектора справедливо

|
где U — символ объединения множеств.
Другой составляющей для второй операции является вектор  , выделяемый как составляющая вектора
, выделяемый как составляющая вектора 

Вектор входных переменных для второй технологической операции имеет вид
Неиспользованные на второй операции входные переменные ТП поступают на вход третьей операции — составляющая .
Вектор выходных переменных ТП

где  —составляющие вектора входных переменных
—составляющие вектора входных переменных  , o6oзначающие неиспользованные в ТП входные переменные, например параметры качества необрабатываемых поверхностей заготовок;
, o6oзначающие неиспользованные в ТП входные переменные, например параметры качества необрабатываемых поверхностей заготовок;  — вектор выходных переменных последней (N) операции ТП;
— вектор выходных переменных последней (N) операции ТП;  — составляющая вектора выходных переменных процесса, формируемая на промежуточных операциях, например параметры качества поверхностей, обработанных на некоторой операции и далее не обрабатывающихся.
— составляющая вектора выходных переменных процесса, формируемая на промежуточных операциях, например параметры качества поверхностей, обработанных на некоторой операции и далее не обрабатывающихся.
Математическое моделирование объектов технологического проектирования в ряде случаев затруднено. Это связано с рядом причин:
• практические приложения аппарата математического моделирования к моделированию технологических объектов следует считать разработанными недостаточно. Отсутствуют ясные рекомендации и правила выбора конкретных методов, в особенности, при синтезе математических моделей объектов;
• формализация технологических задач для целей моделирования достаточно затруднительна, что усложняет применение для их решения наиболее соответствующего формального математического аппарата;
• отсутствует возможность сравнения качества математических моделей объектов, полученных с использованием различных методов моделирования, что, в свою очередь, затрудняет выбор последних;
• слабо проработаны особенности интерпретирования результатов моделирования в собственно решения. Процессы моделирования и принятия соответствующего решения обычно отождествляют.
Рассмотрим возможные методические подходы к созданию относительно простых и надежных моделей объектов проектирования в САПР ТП.
Любая деталь — упорядоченный комплекс обрабатываемых и необрабатываемых поверхностей. Каждую из обрабатываемых поверхностей изготавливают в соответствии с собственным маршрутным процессом. Завершению ТП изготовления детали в целом соответствует и завершение всех элементарных маршрутных процессов изготовления ее поверхностей.
Состояние каждой поверхности в любой момент времени (в ходе ТП) может быть представлено вектором состояния качества (ВСК),| элементы которого характеризуют метрические (измеряемые) показатели качества: отклонения основного размера ( ); отклонения формы
); отклонения формы  , отклонения расположения поверхности
, отклонения расположения поверхности  ; шероховатость поверхности
; шероховатость поверхности  ; глубина дефектного слоя
; глубина дефектного слоя  ; твердость (микротвердость,
; твердость (микротвердость, ); характеристика прочности
); характеристика прочности  и т.д.
и т.д.
Число показателей качества (элементов ВСК) даже для одной поверхности может быть значительным — до 30 и более. В традиционной практике машиностроения для поверхности назначают значительно меньшее число контролируемых показателей.

|
Для выделенной (/) поверхности заготовки после выполнения j- й операции ВСК можно записать так:
Где I - общее число элементов ВСК (показателей качества) для l -й поверхности.
Состояние качества обрабатываемой заготовки, включающей L поверхностей, после выполнения j -й операции характеризует одноименная матрица:

Состояние качества изготовленной детали, соответствующей техническим требованиям на изготовление, представляет эталонная матрица состояния качества, каждый элемент которой характеризует эталонное (допустимое) значение показателя.
Изменение состояния качества при изготовлении поверхности / может быть условно представлено, как движение конца ВСК  в пространстве качества
в пространстве качества  (рис. 4.2), K1 — Kj — элементы (координаты) пространства качества;
(рис. 4.2), K1 — Kj — элементы (координаты) пространства качества;  — вектор состояния качества поверхности l для состояний (1), (2),..., (5);
— вектор состояния качества поверхности l для состояний (1), (2),..., (5);  — векторы перевода качества из состояния j в состояние (j + 1);
— векторы перевода качества из состояния j в состояние (j + 1);  - подпространства допустимого качества для исходного (1) и конечного (5) состояний качества поверхности l. Каждому этапу процесса изготовления поверхности соответствует определенное подпространство допустимого качества
- подпространства допустимого качества для исходного (1) и конечного (5) состояний качества поверхности l. Каждому этапу процесса изготовления поверхности соответствует определенное подпространство допустимого качества  .
.
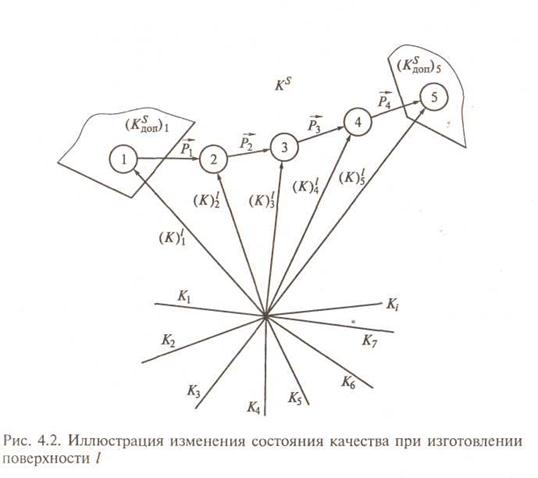
Перевод ВСК из состояния j в состояние (j +1) выполняет вектор перевода качества Pj. Для фиксированных состояний этих векторов:
Вектор перевода качества представляют с помощью линейных преобразований:
где [S]j — матрица перевода качества, количественно характеризующая технологическое воздействие при переводе ВСК из состояния j в состояние (j + l);  — транспонированный ВСК поверхности l в состоянии j.
— транспонированный ВСК поверхности l в состоянии j.
Последовательность векторов перевода, начало которой находится в подпространстве допустимого качества  для первого состояния ВСК, соответствующего, например, заготовке, а конец — в подпространстве допустимого качества
для первого состояния ВСК, соответствующего, например, заготовке, а конец — в подпространстве допустимого качества  , соответствующего готовой поверхности, будем называть маршрутным ТП изготовления поверхности /.
, соответствующего готовой поверхности, будем называть маршрутным ТП изготовления поверхности /.
Для векторов перевода качества существуют ограничения предшествования: для того, чтобы j -й вектор перевода качества мог стать реализуемым, (j -1) вектор перевода должен обеспечить ВСК, заканчивающийся в подпространстве допустимого качества 
 .
.
Один и тот же вектор перевода качества может быть реализован несколькими вариантами. Задача построения оптимальной структуры ТП сводится к выбору необходимых ограничений предшествования и вариантов реализации векторов перевода качества. При этом учитывают, что каждая реализация вектора перевода качества связана с определенными значениями затрат, производительности и надежности достижения допустимых значений показателей качества.
Приведенная векторная интерпретация справедлива не только для процесса изготовления отдельно взятой поверхности, но и для ТП изготовления детали в целом. На ее основе разработана линейная модель трансформации свойств предмета производства в ТП изготовления изделия [9], рассматриваемая на примере изготовления детали.
Формирование свойств детали при ее изготовлении происходит в результате двух одновременно протекающих процессов — изменения свойств (и соответствующих значений показателей качества) и их сохранения (наследования).
Множество значений показателей качества детали после выполнения j операции ее изготовления  с учетом закономерностей изменения и сохранения свойств в детерминированном представлении определяют по формуле
с учетом закономерностей изменения и сохранения свойств в детерминированном представлении определяют по формуле

|
где [Ki]j-1 — множество значений показателей качества, характеризующих состояние обрабатываемой заготовки после выполнения предшествующей (j -1) операции; [Si]j — матрица коэффициентов изменения показателей качества в результате воздействия технологического метода j операции; i = 1, 2,..., п — индексы элементов множества показателей качества предмета производства; [ kim ] — матрица коэффициентов, характеризующих изменения показателя i в зависимости от показателя т (i, т = 1, 2,..., n; i ≠ m ); [Km]j* — значения показателей качества предмета производства, сформированных до выполнения операции j но оказывающих влияние на показатели качества, формирующиеся в операции j
Для методов механической обработки 0 ≤S1 ≤ 1, для методов химико-термической обработки Si > 1. Значения коэффициентов изменения показателей точности размеров и параметров шероховатости для некоторых методов обработки приведены в [9].
Матрица [kim] имеет структуру
Для конкретного показателя качества Ki

|
Здесь первое слагаемое характеризует влияние на результирующие значения показателя качества собственно технологического метода и условий его реализации, второе — влияние технологической наследственности. При проектировании ТП изготовления деталей, предельная точность размеров которых не превышает 7-го квалитета, и особенно на ранних этапах проектирования с погрешностью, не превышающей 25 % можно принять
Представленную модель трансформации свойств предмета производства можно использовать, например, при автоматизации синтеза структур ТП изготовления детали.
При необходимости учета в формируемом маршрутном ТП закономерности изменения, сохранения и взаимного влияния показателей качества синтез ТП осуществляют следующим образом:
• выполняют автоматизированный синтез ТП на основе общетехнологических принципов и правил. Определяют первичную структуру и основные параметры процесса;
• приняв за основу указанную структуру ТП, выполняют прогноз изменения показателей качества с учетом закономерностей изменения, сохранения и взаимного влияния формируемых показателей качества;
• в случае если желаемый уровень значений показателей качества не достигнут, выполняют корректировку структуры ТП.
Применяемый при этом математический аппарат подробно описан, например, в [9].
Автоматизированное проектирование ТП невозможно без использования геометрическо-технологических моделей предметов производства (заготовок, деталей и сборочных единиц).
Геометрическо-технологическая модель предмета производства определяет геометрические элементы, из которых он состоит, взаимосвязи этих элементов и технические (технологические) требования на их изготовление. Модель должна быть ориентирована на использование в САПР ТП.
Чертежи, традиционно используемые в промышленности, можно рассматривать как геометрическо-технологические модели предметов производства, но предназначенные для восприятия и работы с ними человека. Для применения в САПР ТП чертежи мало пригодны.
Используемый в САПР ТП метод моделирования предмета производства должен позволять его многоуровневое представление, уровни:
• модели — предмет рассматривают как целостную систему (физический объект);
• элемента — может быть выделен, идентифицирован и рассмотрен каждый из образующих модель элементов: для сборочной единицы эта деталь, для детали — комплекс поверхностей;
• поверхности — может быть идентифицирована любая из поверхностей, входящих в состав комплекса или детали;
• точки — могут быть определены координаты любой точки любой из поверхностей детали.
Размерные характеристики и технические требования на изготовление любого элемента и предмета производства в целом представляют собой геометрические параметры и технологические атрибуты (ГПТА) модели.

