 2014-02-24
2014-02-24 578
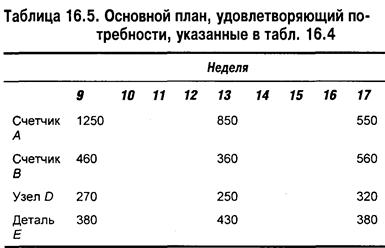
578Допустим, количества электросчетчиков и компонентов, указанные в табл. 16.4, необходимые для удовлетворения известного спроса, должны поставляться на протяжении месяца в соответствии с графиками поставок потребителям, а изделия, необходимые для удовлетворения прогнозируемого спроса, должны быть готовы уже в первую неделю месяца.
Предположим также, что все элементы должны быть готовы в первую неделю месяца. Такое предположение будет оправданным, если в нашем примере руководство компании предпочитает выпускать электросчетчики по одной партии каждый месяц, а не несколькими партиями на протяжении месяца.
В табл. 16.5 показан пробный вариант основного плана, основанный на оговоренных выше условиях, причем потребности на 3-й и 4-й месяцы указаны в первой неделе каждого месяца (обозначены как 9-я и 13-я недели). Для упрощения предположим, что мы работаем только с этими двумя периодами спроса. Разработанный нами план необходимо проанализировать на наличие ресурсов, мощности и т.д., затем, если потребуется, откорректировать его и повторно выполнить MRP-программу. Будем считать, что вначале нас устраивает первый вариант основного плана.
Список материалов
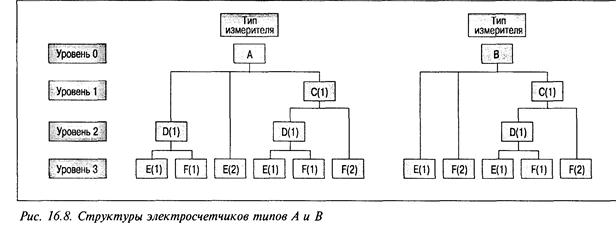
Структура продукта для электрических счетчиков типов А и В представлена на рис. 16.8 типовым способом – с помощью кодирования нижнего уровня, когда каждый элемент помещается на самый нижний уровень, на котором он появляется в иерархии данной структуры. Электрические счетчики типов А и В состоят из двух узлов – С и D, а также двух деталей – Е и F. Числа в скобках указывают количество, требуемое для производства соответствующего изделия более высокого уровня.
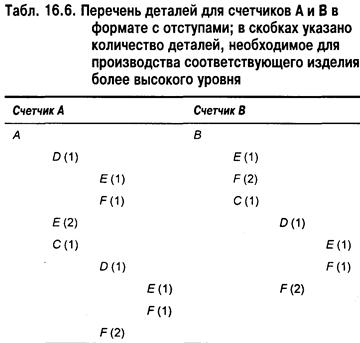
В табл. 16.6 показан перечень необходимых элементов в формате с отступами, соответствующий структуре счетчиков типов A и В. Как уже указывалось в этой главе, для облегчения вычислений все элементы в ВОМ-файле указаны без использования отступов, однако распечатка с отступами нагляднее демонстрирует способ сборки изделия.
Ведомость инвентарных записей
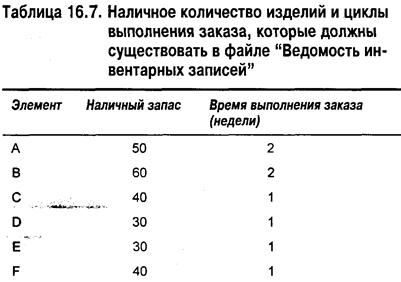
Файл "Ведомость инвентарных записей" в нашем примере аналогичен тому, который показан на рис. 16.7. Разница, как мы уже отмечали в этой главе, состоит в том, что настоящий файл "Ведомость инвентарных записей" содержит много дополнительных данных: наименование поставщика, затраты и время выполнения заказа. В нашем примере данные, содержащиеся в файле "Ведомость инвентарных записей", представляют собой наличный запас на момент начала выполнения программы и циклы выполнения заказов. Будем считать, что эти данные взяты из файла "Ведомость инвентарных записей" и показаны в табл. 16.7.
Выполнение программы MRP
Итак, правильные условия для выполнения компьютерной программы MRP нами уже установлены. Потребности в конечных изделиях определены с помощью основного плана производства, состояние запасов и циклы выполнения заказов находятся в файле "Ведомость инвентарных записей", а файл "Список материалов" содержит данные, отражающие структуру продукта. Теперь программа MRP – в соответствии с ВОМ-файлом и с файлом "Ведомость инвентарных записей" – "разворачивает", уровень за уровнем, потребности в изделиях. Чтобы учесть время выполнения заказа, удовлетворяющего чистые потребности, дата его выдачи отодвигается на более ранний срок. Заказы на детали и узлы добавляются с помощью файла "Ведомость инвентарных записей", минуя при этом
основной план производства, который обычно не опускается до такого уровня детализации, который отражал бы потребности в деталях и компонентах.
В табл. 16.8 показаны запланированные даты выдачи заказов для этого конкретного "прогона" программы. Приведенные ниже пояснения раскрывают работу программы. В своем анализе мы ограничимся задачей удовлетворения общих потребностей в случае изготовления 1250 счетчиков А, 460 счетчиков В, 270 узлов D и 380 деталей Е – все в течение 9-й недели.
Поскольку в запасе есть 50 готовых счетчиков А, необходимо изготовить еще 1200 счетчиков А. Чтобы получить счетчики А на 9-й неделе, заказ нужно разместить на 7-й неделе, так как необходимо 2 недели на выполнение заказа. Такая же процедура касается счетчика В (выдача заказа на 400 счетчиков В планируется на 7-ю неделю).
Необходимым условием начала производства любого изделия является наличие всех входящих в него компонентов. Таким образом, запланированный срок выдачи заказа на изделие в целом определяет соответствующий срок общей потребности во входящих в него компонентов.
Как следует из рис. 16.8 (уровень 1), для каждого из счетчиков А и В, которые в данном случае называются "родительскими", требуется по одному узлу С. Следовательно, общая потребность в С на 7-й неделе составляет 1600 узлов (1200 для А и 400 для В). Принимая во внимание наличие 40 узлов в запасе и время выполнения заказа, равное одной неделе, приходим к выводу, что на 6-й неделе надо заказать 1560 узлов С.
Анализ уровня 2 на рис. 16.8 показывает, что один узел D необходим для каждого изделия А и каждого узла С. Таким образом, для изготовления 1200 счетчиков А необходимо 1200 узлов D, которые представляют собой общую потребность в узлах D на 7-й неделе, а 1560 узлов Д необходимые для изготовления узлов С, представляют собой общую потребность на 6-й неделе. Если в самом начале воспользоваться наличным запасом и принять во внимание время выполнения заказа, равное одной неделе, то можно прийти к выводу, что на 5-ю неделю следует запланировать выдачу заказа на 1530 узлов, а на 6-ю – 1200 узлов D.
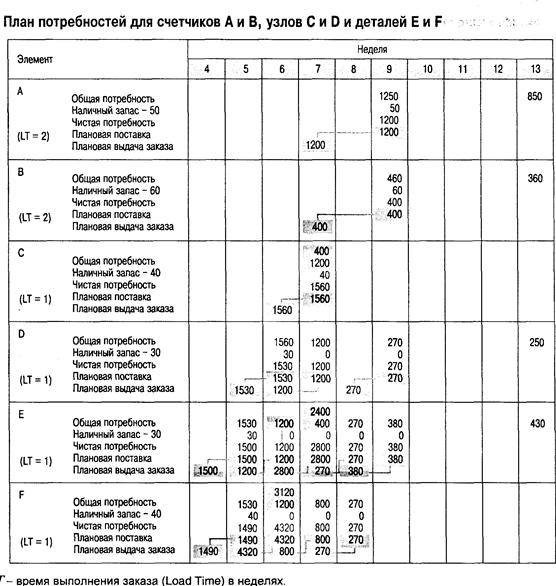
Уровень 3 содержит детали Е и F. Поскольку детали Е и F используются в нескольких местах, лучше составить вспомогательную табл. 16.9, с помощью которой нам будет удобнее определить родительские элементы, количество деталей Е и F, требуемое для каждого родительского элемента, и неделю, на которой они потребуются.
В каждом изделии А используются две детали Е. Запланированная на 7-ю неделю выдача заказа на 1200 счетчиков А означает общую потребность в 2400 деталей Е на тот же период. В каждом счетчике В используется одна деталь Е, поэтому запланированная на 7-ю неделю выдача заказа на 400 счетчиков В означает общую потребность в 400 деталей Е на тот же период времени. Деталь Е также используется в узле D (в соотношении 1:1). Запланированная на 5-ю неделю выдача заказа на 1530 узлов D означает общую потребность в 1530 деталей Е на тот же период и планирование на 4-ю неделю выдачи заказа на 1500 деталей Е (учитывая наличие 30 этих деталей в запасе и время выполнения заказа, равное одной неделе). Запланированная на 6-ю неделю выдача заказа на 1200 узлов D означает общую потребность в 1200 деталей Е на тот же период и планирование на 5-ю неделю выдачи заказа на 1200 деталей Е.
Деталь F используется в счетчике В и узлах С и D. Запланированные выдачи заказов на счетчики В и узлы С и D соответствуют общим потребностям в деталях F на тот же период времени – за исключением того, что запланированная выдача заказа на 400 счетчиков В и 1560 узлов С означает общую потребность в 800 и 3120 деталей F, поскольку соответствующий коэффициент использования равняется 2:1.
Независимый заказ на 270 узлов D на 9-й неделе определяет общую потребность в D на ту же неделю. Эта потребность затем развертывается в производственные потребности деталей Е и F, составляющие по 270 каждых деталей. Потребность в детали Е (380), необходимая для удовлетворения независимого спроса на запчасти, суммируется непосредственно с общими потребностями в детали Е.
Независимые потребности, соответствующие 13-й неделе, остались еще не развернутыми.








