2014-02-24
2014-02-24 1311
1311Определение размеров партий в MRP-системе – весьма сложная, но необходимая задача. Размеры партий, т.е. количество изделий, определяются в строках "Плановая поставка" и "Плановая выдача заказа" MRP-графика. В случае выпуска деталей собственными силами размеры партий представляют объемы их разового производства. В случае закупки размеры партий выражены количеством деталей, заказываемых у поставщика. Размеры партий, в общем случае, должны соответствовать потребностям в компонентах на один или несколько периодов.
Методы определения размеров партий в большей или меньшей степени основаны на балансировании затрат на пуско-наладочные работы или на размещение заказов и расходов на хранение запаса. Отправной точкой определения размеров партий является чистая потребность в изделиях на каждом планируемом интервале MRP-графика. Многие MRP-системы позволяют вычислять размеры партий, основываясь на некоторых широко распространенных методах. Однако очевидно, что определение размеров партий повышает сложность процесса составления MRP-графиков.
Ниже мы рассмотрим четыре метода определения размеров партий, воспользовавшись для этого обшим примером. Мы опишем следующие методы определения размеров партий: метод "партия за партией" (Lot-For-Lot – L4L), метод экономичного размера заказа (Economic Order Quantity – EOQ), метод наименьших общих затрат (Least Total Cost – LTC) и метод наименьших удельных затрат (Least Unit Cost – LUC).
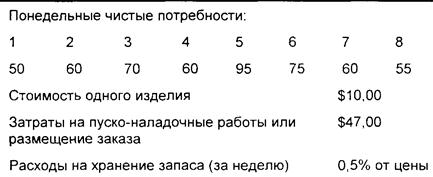
Пусть, в качестве примера, для определения размеров партий на плановый период, равный восьми неделям, чистые потребности и затраты будут такими.
Метод "партия за партией"
"Партия за партией" (Lot-For-Lot – L4L) – самый распространенный метод. Он обладает следующими свойствами:
- обеспечивает точное соответствие запланированных заказов чистым потребностям;
- определяет точные потребности на каждую неделю (ни одно изделие не переходит на последующие периоды);
- учитывает затраты на пуско-наладочные работы и ограничения мощности.
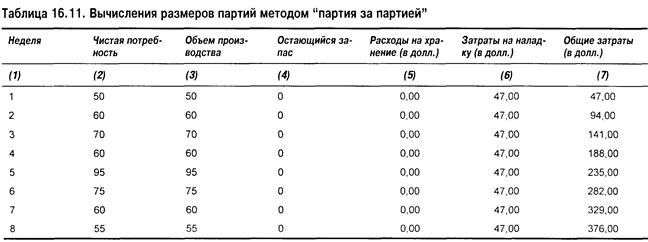
В табл. 16.11 представлены вычисления методом "партия за партией". Чистые потребности заданы в столбце 2. Поскольку сама логика метода "партия за партией" предусматривает точное соответствие объема производства (столбец 3) и требуемого количества (столбец 2), в конце недели (столбец 4) не должно оставаться никаких запасов, т.е. никакие запасы не переходят на следующую неделю и расходы на хранение запаса (столбец 5) равны нулю. Однако метод "партия за партией" каждую неделю требует затрат на наладку (столбец 6), которые связаны с тем, что в течение недели рабочим центром изготавливаются различные наименования изделий и для каждого наименования необходима переналадка оборудования, соответствующая производимому изделию. Затраты на наладку были бы однократными, если бы на рабочем центре изготавливался лишь один тип изделий и рабочий центр простаивал бы в ожидании следующей недели. Поэтому метод "партия за партией" вызывает высокие затраты на пуско-наладочные работы или на размещение заказов.