 2014-02-09
2014-02-09 1751
1751Технологически весьма гибкими для получения различного состава наплавляемого металла и его зашита от газов являются порошковые проволоки.
Для изготовления сплошной тянутой проволоки необходимо иметь достаточную высокую пластичность металла сплава, из которого она производится. В ряде случаев такие сплавы не могут обеспечить необходимых свойств наплавки. Изготовление требуемого состава присадок литьем позволяет получать отдельные стержни относительно небольшой длины, ограничивающей целесообразность их использования при механизированных способах сварки или наплавки, например при автоматической или полуавтоматической сварке. Такие механизированные процессы сварки и наплавки могут осуществляться порошковыми проволоками, представляющими собой оболочку из хорошо деформируемой при нормальных температурах ленты и сердцевину их порошкообразных материалов.
Порошковая проволока представляет собой трубчатую, часто сложного внутреннего сечения проволоку, заполненную порошкообразным накопителем.
Для повышения удельного содержания стали в наплавке применяется порошковая проволока фасонного сечения (рис. 2.1).
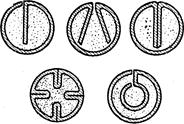
Рис. 2.1. Формы оболочек для круглой порошковой проволоки
С целью увеличения производительности при наплавке больших поверхностей применяется ленточная порошковая проволока (рис. 2.2).
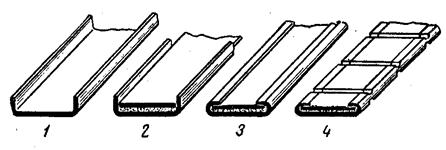
Рис. 2.2. Схема изготовления ленточной порошковой проволоки:
1 — отбортовка нижней ленты, 2 — заполнение порошком и укладка верхней ленты, 3 — завальцовка кромок нижней ленты, 4 — выдавливание углублений для уплотнения порошка
Порошкообразный накопитель представляет собой смесь газообразующих и шлакообразующих материалов, ферросплавов и металлических порошков.
Отношение массы сердечника (порошкообразный накопитель) к массе металлической оболочки называется коэффициентом заполнения
Порошковая проволока - сварочный материал, пригодный для сварки сталей практически любого легирования, для наплавки слоев с особыми свойствами, в ряде случаев начинает успешно конкурировать с такими сварочными материалами, как флюсы и защитные газы.
Сохраняя технологические преимущества голой проволоки, порошковая проволока позволяет создавать газовую и шлаковую защиту металла сварочной ванны от атмосферного воздуха, обеспечивать легирование металла шва и его очистку от вредных примесей. Надежность защиты металла сварочной ванны от атмосферного воздуха можно характеризовать по содержанию азота; при сварке порошковой проволоки содержание азота обычно не превышает 0,02 - 06026%.
Эффективность защиты расплавленного металла от воздуха зависит от количества защитных материалов сердечника, состава сердечника, конструкции проволоки и режима сварки.
Зависимость содержания азота в наплавленном металле от количества защитных материалов в сердечнике с увеличением количества защитных материалов сердечника содержания азота в металле шва вначале снижается, дальнейшее повышение G (количество защитных материалов сердечника) приводит к отставанию плавления сердечника от плавления металлической оболочки, что снижает эффективность защиты металла от воздуха и засорению его неметаллическими включениями.
Для того, чтобы уменьшить отставание плавления сердечника используют:
а) Повышение электропроводности сердечника введением в его состав порошков железа (Fe)
б) Понижение температуры плавления сердечника использованием шлаковых систем эвтектического состава.
в)Разделение сердечника на части, металлическими перегородками, электрически связанными с оболочкой проволоки.
Порошковые проволоки выпускаются различных марок:
- для сварки низкоуглеродистой стали—ПП-1ДСК, ПП-11, ПП - 6КД;
- для сварки углеродистых и легированных конструкционных сталей — ПП-АН3, ПП-АН11, ПП-АН23.
В проволоке для сварки низкоуглеродистой стали порошок имеет состав: 0,18—0,2% углерода, 1,9—2,5% марганца, 0,9—1,0% кремния, остальное железо.
Характеристики порошковых проволок приведены в таблице 2.7








