2014-02-24
2014-02-24 572
572Сварка двусторонних стыковых швов.
Соединение собирается с одинаковым зазором по всей длине. Сварка, как правило, на весу. Обеспечивается такой режим сварки, при котором обеспечивается провар на 60 – 70 % от всей толщины (при всей толщине – без разделки или притупления).
При неравномерном зазоре, сварку производят на флюсовой подушке. Прихватки ставя со стороны, которая будет свариваться во вторую очередь. Двухсторонняя сварка менее производительна, но не требует специальных приспособлений для формирования обратной стороны шва.
Кольцевые швы применяют для сварки стыковых труб, обечаек, фланцев и др. Сварку кольцевых стыковых сосудов большого диаметра (больше 800мм) обычно начинают изнутри, используя снаружи флюсовые подушки ременного или кольцевого типа.
РИС 7
При сварке труб диаметром < 800мм, сварку ведут только снаружи. Используют вставки, подкладные кольца.
РИС 10
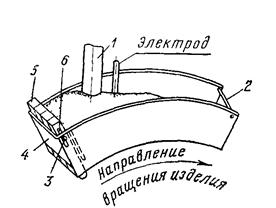
При сварке труб диаметром < 500мм, для того чтобы флюс не ссыпался с поверхности цилиндра, применяют флюсоудерживающие коробочки, которые устанавливаются на автоматы.
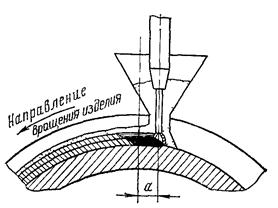
При сварке диаметром <800мм возникает опасность стекания жидкого металла, поэтому электродная проволока устанавливается со смещением.
|