 2014-02-24
2014-02-24 566
566Сварочные материалы.
Техника и технология сварки в защитных газах.
РИС
1 –плавящийся электрод
1а – неплавящийся
1 – горелка
2 – защитный газ
3 – дуга
4 – металлическая ванна
5 – сварочный шов
6 – основной металл
7 – токосъемник (токоподвод)
8 – источник питания
10 – механизм подачи проволоки
11 – присадочная проволока
Сущность: защита расплавленного металла электрода и нагретого до высоких температур основного металла, защитными газами от вредного воздействия газов. Защитные газы обеспечивают физическую изоляцию.
Преимущества:
1. высокая производительность, в 2,5 раза больше чем при РДС
2. простота механизации, автоматизации
3. возможность сварки в любом положении
4. малая зона термического влияния, относительно небольшие деформации в связи с высокой концентрацией дуги
5. отсутствие необходимости зачистки швов при многослойной сварке (в инертных газах)
6. доступность наблюдения за процессом
7. возможность сварки металлов различных толщин: от десятых долей миллиметров – до нескольких десятков.
Недостатки:
1. открытая дуга опасность поражения зрения
2. необходимость защиты зоны сварки от сквозняков, ветров (при монтаже).
Электродная проволока (см. АСФ)
Неплавящиеся электроды (см. РДС)
Инертные: аргон, гелий, азот (редко). Инертные газы применяются для сварки химически активных металлов, а также во всех случаях, когда необходимо получить сварные швы однородные по составу с основным и присадочным металлом. Обеспечивают защиту и не участвуют в химических процессах.
Ar: ГОСТ 101.57-79 (газообразный и жидкий).
Не: МРТУ 51-0423-64.
N2: ГОСТ 9293-74 (газообразный и жидкий).
Активные газы: углекислый газ, водород, водяные пары и другие. ГОСТ 8050-76 – двуокись углерода газообразная и жидкая.
Смеси газов: в ряде случаев обладают лучшими технологическими свойствами, чем чистые газы:
CО2+О2 (2…5 %) – струйный, мелкокапельный перенос j>100 А/мм2. Уменьшается разбрызгивание на 30 – 40 %, улучшается формирование шва.
He+Ar (He – 70%, Ar – 30%) – увеличивается производительность, улучшается формирование и позволяет сваривать металлы достаточно больших толщин.
На формирование и качество шва влияет способ защиты. Выделяют местную и общую защиту.
Местная защита – в основном струйная.
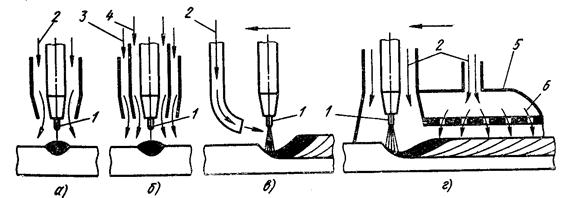
Рис. 2. Подача защитных газов в зону сварки: а — центральная одним концентрическим потоком; б — центральная, двумя концентрическими потоками; в — боковая; г — в подвижную камеру (насадку). Где:1 — электрод; 2 — защитный газ; 3 и 4 — наружный и внутренний потоки защитных газов; 5 — насадка; 6 — распределительная сетка.
а) Центральная – самая распространенная.
б) Комбинационная – для экономии инертных газов и получение оптимальных технологических и механических свойств.
в) Боковая – при больших скоростях сварки.
г) С насадкой – для сварки высококачественных металлов(Ti, Zr), защищает зону нагретого металла выше 300°С.
Защита обратной стороны шва осуществляется поддувом с обратной стороны. Общая защита осуществляется в камерах с контролируемой атмосферой.








