 2014-02-09
2014-02-09 9540
9540Обозначения:
· Допуск IT = International tolerance;
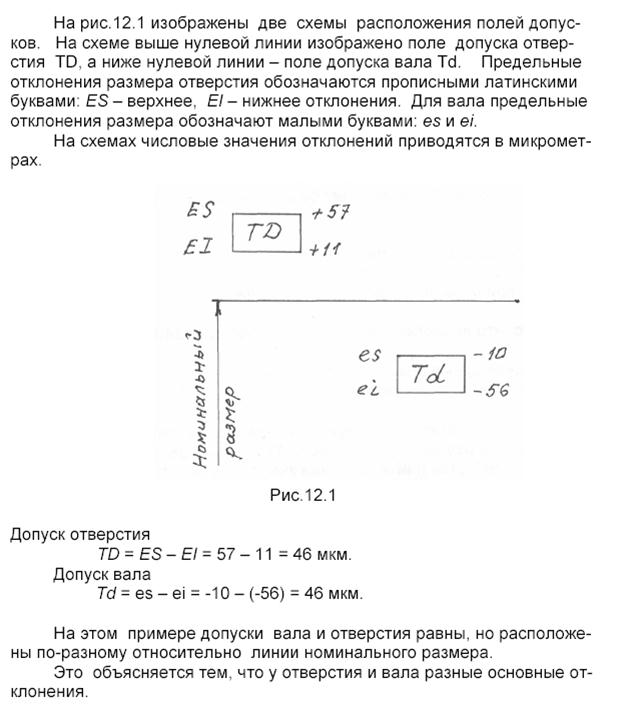
· Верхние и нижние отклонения, ES = Ecart Superieur, EI = Ecart Interieur,
· Для отверстий большие буквы (ES, D), для валов малые (es, d).
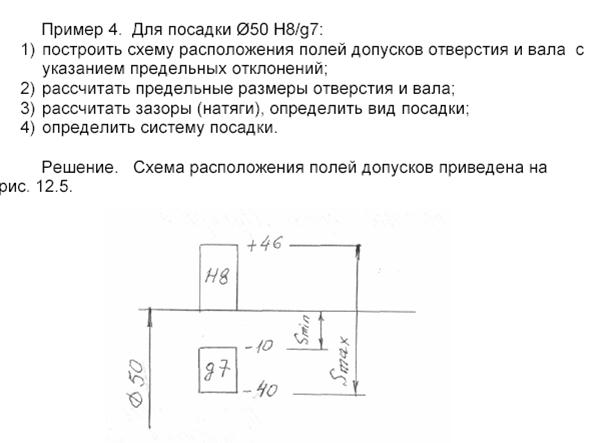
Схема поля допуска на отверстие. По чертежу — 4 мм, предельные размеры — 4,1—4,5. В данном случае поле допуска не пересекает нулевую линию, так как оба предельных размера выше номинального.
Основные термины и определения по ГОСТ 25346-89.
· Вал — термин, условно применяемый для обозначений наружных элементов деталей, включая и нецилиндрические элементы.
· Отверстие — термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
· Основной вал — вал, верхнее отклонение которого равно нулю.
Основное отверстие — отверстие, нижнее отклонение которого равно нулю.
- Действительный размер — размер элемента, установленный измерением.
- Предельные размеры — два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер.
- Номинальный размер — размер, относительно которого определяются отклонения.
- Отклонение — алгебраическая разность между размером (действительным или предельным размером) и соответствующим номинальным размером.
- Действительное отклонение — алгебраическая разность между действительным и соответствующим номинальным размерами.
- Предельное отклонение — алгебраическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения.
- Верхнее отклонение ES, es — алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами.
Примечание. ES — верхнее отклонение отверстия; es — верхнее отклонение вала.
- Нижнее отклонение EI, ei — алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами.
Примечание. ЕI — нижнее отклонение отверстия; ei — нижнее отклонение вала.
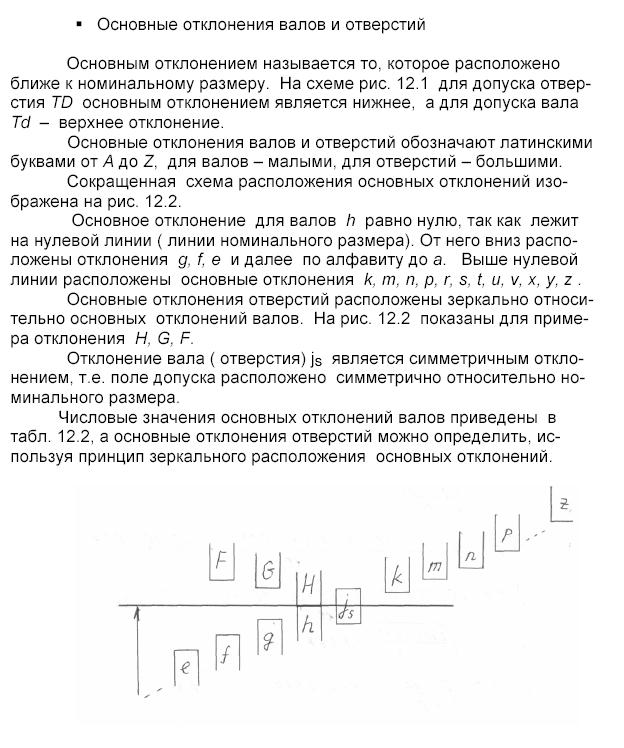
- Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. В данной системе допусков и посадок основным является отклонение, ближайшее к нулевой линии.
- Нулевая линия — линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные — вниз.
· Допуск Т — разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.
Примечание. Допуск — это абсолютная величина без знака.
· Стандартный допуск IT — любой из допусков, устанавливаемых данной системой допусков и посадок.
· Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии.
· Квалитет (степень точности) — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
· Единица допуска i, I — множитель в формулах допусков, являющийся функцией номинального размера и служащий для определения числового значения допуска.
Примечание. i — единица допуска для номинальных размеров до 500 мм, I — единица допуска для номинальных размеров св. 500 мм.
Линейные размеры, углы, качество поверхности, свойства материала, технические характеристики указываются:
1. в виде числового значения допуска;
2. в виде двух предельных отклонений между которыми находится действительный размер ( );
);
3. сочетанием букв (буквы) основного отклонения и номера квалитета ( );
);
4. в виде наибольшего и наименьшего предельных значений;
5. знаком «больше или равно» ( ) или «меньше или равно» (
) или «меньше или равно» ( );
);
6. процентом.
Квалитет является мерой точности. С увеличением квалитета точность понижается (допуск увеличивается).
- Допуск по квалитету обозначается буквами IT с указанием номера квалитета, например IT8 — допуск по 8-му квалитету.
- Квалитеты с 01 до 4-го используются для изготовления калибров, и контркалибров.
- Квалитеты от 5-го до 12-го применяют для изготовления деталей, образующих сопряжения (ГЦС).
- Квалитеты от 13-го до 18-го используют для параметров деталей, не образующих сопряжений и не оказывающих определяющего влияния.
- Основная закономерность построения допусков размеров (допуск обозначается IT = International tolerance),
- IT, мкм = K * i,
- где K — квалитет (число единиц допуска), i — единица допуска, мкм.
- На диаметры от 1 до 500 мм единица допуска функционально связана с номинальным размером
 , мкм.
, мкм.
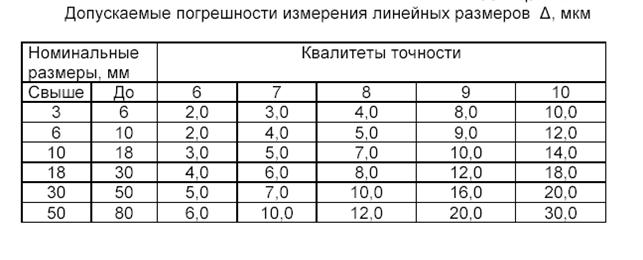
- Абсолютная величина допуска (в микронах) в зависимости от квалитета и размера:
Значение допуска на размеры, мкм
| Размер, мм | Квалитет | ||||||||||||||||||
| До 3 | 0,3 | 0,5 | 0,8 | 1,2 | |||||||||||||||
| 3-6 | 0,4 | 0,6 | 1,5 | 2,5 | |||||||||||||||
| 6-10 | 0,4 | 0,6 | 1,5 | 2,5 | |||||||||||||||
| 10-18 | 0,5 | 0,8 | 1,2 | ||||||||||||||||
| 18-30 | 0,6 | 1,5 | 2,5 | ||||||||||||||||
| 30-50 | 0,6 | 1,5 | 2,5 | ||||||||||||||||
| 50—80 | 0,8 | 1,5 | 2,5 | ||||||||||||||||
| 80-120 | 1,5 | 2,5 | |||||||||||||||||
| 120-180 | 1,2 | 3,5 | |||||||||||||||||
| 180-250 | 4,5 | ||||||||||||||||||
| 250-315 | 2,5 | ||||||||||||||||||
| 315-400 | |||||||||||||||||||
| 400-500 |
Посадка — характер соединения сопрягаемых деталей, определяемый зазором или натягом, то есть разностью их размеров до сборки в соответствии с назначенным допуском.
Система допусков и посадок существует в двух вариантах: система вала — основным размером является размер вала, а размер отверстия выбирается с различным зазором или натягом; система отверстия — основным размером является размер отверстия, а размер вала задаётся с необходимым зазором или натягом.
Посадки обозначают буквами латинского алфавита: отверстия — прописными буквами, валы — строчными. Точность посадки определяется квалитетом допуска.


Различные посадки определяют степень свободы относительного перемещения деталей; их назначают исходя из условий работы машин и механизмов, их точности и условий сборки. Посадки по характеру соединения деталей делятся на 3 группы:
· Посадка с (гарантированным) зазором — соединение с гарантированным зазором, то есть наименьший допустимый размер отверстия больше наибольшего предельного размера вала или равен ему. Обозначаются от а до h (от А до H).
· Переходная посадка — соединение с возможным зазором или натягом в зависимости от действительных размеров вала и отверстия. Обозначаются от j до n (от J до N).
· Посадка с (гарантированным) натягом — соединение с гарантированным натягом, то есть наибольший допустимый размер отверстия меньше наименьшего допустимого размера вала или равен ему. Обозначаются от p до z (от P до Z).
Соединение с натягом — технологическая операция получения условно разъёмного соединения, которое получается при вставлении одной детали (или части её) в отверстие другой детали при посадке с натягом. Обычно соединяют детали с цилиндрическими или коническими поверхностями, также эти поверхности могут быть эллиптическими, призматическими и пр. Для получения надёжного соединения необходим натяг (положительная разность диаметров вала и отверстия). После сборки вал и отверстие благодаря упругим и пластическим деформациям принимают один размер. Сборка соединения с натягом производится запрессовкой или температурным деформированием.



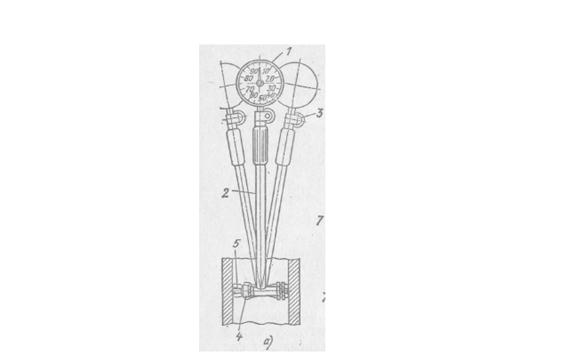
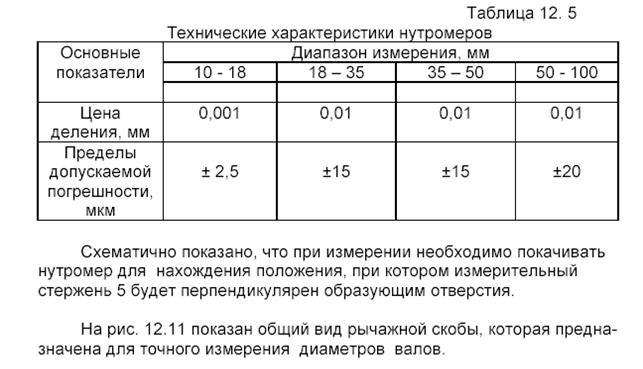
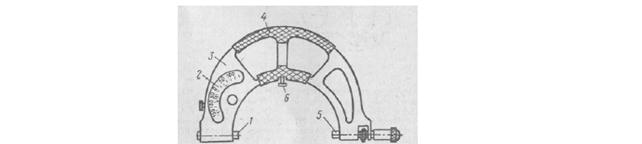
Для измерения валов и отверстий применяются штангенциркули с погрешностью ±0,1 мм и ±0,05 мм. Для измерения валов применяются гладкие микрометры с погрешностью ±4 мкм. Для измерения отверстий применяют индикаторные нутромеры.
Лекция 15

