 2014-02-09
2014-02-09 1496
1496Кроме перечисленных выше свойств (вязкость, липкость, растекаемость) краски характеризуют по следующим показателям:
1) скорость (время) первоначального закрепления краски – определяется как способность краски не перетискиваться на оборотную сторону листа при приложении определенного давления через определенный промежуток времени;
2) скорость (время) окончательного закрепления краски. Сущность метода заключается в наблюдении следа, образующегося на красочном слое при прокатывании через него металлического шарика. Скорость окончательного закрепления измеряют в единицах времени, как время, за которое шарик не будет образовывать след на запечатанной поверхности.
3) устойчивость краски к воздействию химических элементов – определяется при помещении на 10 кружков фильтровальной бумаги испытуемого оттиска под определенным давлением (гиря массой 1 кг), затем измеряют количество окрашенных кружков. Единицы измерения – баллы. 8-10 кружков – 1 балл (плохая устойчивость); до 3-х кружков – отличная устойчивость.
4) прочность красочного слоя к истиранию. Измеряют на абразиметрах.
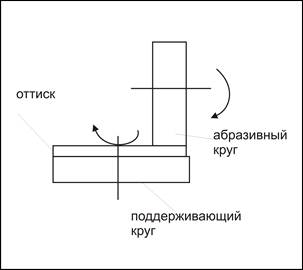
Принцип действия прибора состоит в создании трения между торцевой поверхностью поддерживающего круга и прижатого к нему абразивного круга. После истирания определяют изменения оптической плотности.
5) степень пыления краски. При раскатывании краски на валиках образуются длинные и тонкие красочные нити («тяжи»). Если они длинные, то при работе машины они рвутся и образуют красочный туман возле валиков.
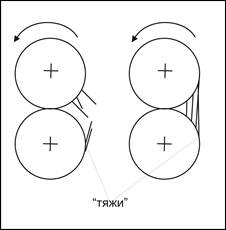
Чем краска более структурирована, тем короче нити и меньше пыление. Если возле валиков установить белый лист бумаги и измерить его оптическую плотность, то она будет выше более пылящих красок.
6) устойчивость красок к эмульгированию. Измеряется для офсетных красок.
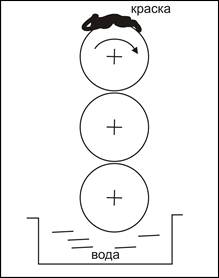
Прибор состоит из трех валиков, нижний из которых соприкасается с водой. Испытуемую краску прогоняют многократно через валики, а затем путем взвешивания определяют количество краски, которое перешло в воду.
7) флокуляция красок для глубокой печати – при разбавлении красок для глубокой печати наблюдается выпадение пигмента в виде флоккул. Метод анализа основан на определении количества растворителя, которое можно добавить в испытуемую краску, и наблюдать при этом флокуляцию. Наблюдение за флокуляцией осуществляют при помощи микроскопа. Количество растворителя, которое вызывает флокуляцию, отнесенное к общему количеству краски называют ЧИСЛОМ ФЛОКУЛЯЦИИ.
8) стабильность свойств краски на печатной форме определяется устойчивостью к подсыханию при остановке печатной машины. Желательно, чтобы краска быстро не высыхала. Для определения этого показателя получают два оттиска: первый контрольный оттиск. Второй оттиск получают после того, как печатную форму выдерживают 6 часов при температуре 25 градусов в термостате. Затем сравнивают оптическую плотность двух оттисков. Если оптическая плотность уменьшилась не более чем на 10 %, то такая краска считается стабильной.

