 2014-02-09
2014-02-09 9239
9239Токарно-револьверные станки предназначены для обработки деталей достаточно сложной формы и требующих при изготовлении большого числа различных инструментов. Конструкция таких станков позволяет использовать в качестве заготовок как прутки (круглого, квадратного, шестигранного и др. сечения), так и штучные заготовки (штамповки, отливки, поковки).
На прутковых станках пруток зажимают в цанговом патроне, пропустив его через отверстие шпинделя. После обработки заготовку отрезают от прутка. На патронных станках штучные заготовки устанавливают в кулачковых патронах.
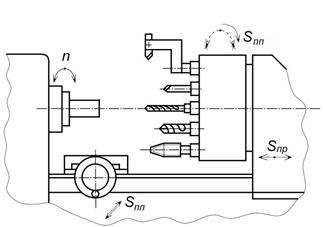
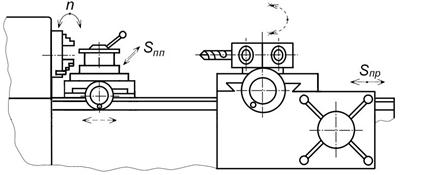
Конструктивной особенностью токарно-револьверных станков является наличие револьверной головки, в которую устанавливают несколько инструментов, работающих с продольной подачей (сверла, зенкеры, развертки, метчики, проходные и расточные резцы). Револьверные станки классифицируют в зависимости от конструкции револьверной головки: станки с многогранной револьверной головкой с вертикальной осью вращения; с круглой головкой с горизонтальной осью вращения; с наклонной осью вращения головки (рис.2.5).
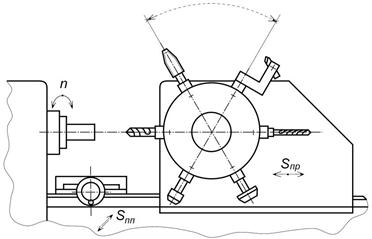
Токарно-револьверные станки с многогранной головкой дополнительно имеют еще один-два (передний и задний) поперечных суппорта. На суппортах в резцедержателях закрепляют инструменты, работающие с поперечной подачей - подрезные, фасонные, канавочные, отрезные и т.п. резцы. В револьверной головке закрепляют проходные и расточные резцы, работающие с продольной подачей; и инструменты, работающие с осевой подачей - сверла, зенкеры, развертки, метчики. В станках с круглой револьверной головкой все инструменты закрепляются только в пазах головки; поперечные суппорты отсутствуют. Револьверная головка имеет возможность медленно вращаться относительно горизонтальной оси, поэтому все виды обработки, которые обычно осуществляют при поперечной подаче инструмента, производят с круговой подачей револьверной головки.
а
б
в
Рис.2.5. Схемы компоновки токарно-револьверных станков:
а – с вертикальной осью поворота револьверной головки; б, в – с горизонтальной осью поворота револьверной головки перпендикулярно и параллельно оси шпинделя
Благодаря увеличенному числу инструментов, заранее настроенных на получение нужных размеров заготовки, токарно-револьверные станки позволяют обрабатывать большое число поверхностей сложных деталей с меньшими затратами времени, чем на токарно-винторезном станке. Однако, необходимость предварительной наладки токарно-револьверных станков, а также существенное увеличение времени обработки заготовок за счет последовательности в работе инструментов ограничивают область применения таких станков условиями серийного производства.
Схема обработки заготовки детали "Штуцер" на токарно-револьверном станке представлена на рис.2.6.
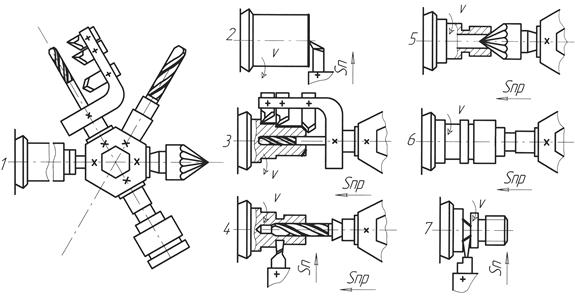
Рис.2.6. Схема обработки детали "Штуцер"
на токарно-револьверном станке








