 2014-02-09
2014-02-09 643
643Классификация методов
Электрофизические и электрохимические методы обработки материалов
Развитие этих методов было обусловлено:
- появлением ряда конструкционных материалов, обработка которых
традиционными методами была невозможна или весьма непроизводительна,
- обеспечением новых условий и возможностей формообразования,
недоступных традиционным методам резания и шлифования,
- высокой производительностью, значительно превышающей
производительность "обычных" методов обработки.
Электроразрядные Электрохимические Ультразвуковые Лучевые
(Электроэрозионные, (Лазерные,
электроконтактные, электронно-лучевые,
абразиво-эрозионные) плазменные)
Электроэрозионные методы основаны на явлении электрической эрозии -разрушения электропроводящих материалов в результате теплового действия импульсных электрических разрядов между электродом-инструментом и электродом- заготовкой.
При приближении электрода - инструмента к заготовке и достаточно высокой разности потенциалов между ними происходит электрический (искровой) разряд, температура в канале которого достигает 10000°С. Микрообъемы материала заготовки и инструмента в зоне разряда плавятся и частично испаряются (рис.9.1).
Роль межэлектродной жидкости для протекания процесса чрезвычайно важна. За счет ее нагрева в канале искрового разряда создаются ударные волны, воздействующие на поверхность электродов в зоне расплава и выбрасывающие капли металла в окружающую жидкость. Выброшенный расплавленный металл с поверхности электродов не может привариться к противоположному электроду, так как застывает в жидкости в виде мельчайших гранул. Таким образом, при данном процессе обрабатываются оба электрода - заготовка и инструмент. Естественно, электрод-инструмент следует изготавливать из материала, хорошо сопротивляющегося эрозионному разрушению. К таким материалам относятся электропроводные материалы с высокой температурой плавления и теплопроводностью (графит, вольфрам, медь...).
Так как в месте разряда на электродах образуются кратеры, то следующий разряд произойдет в другом месте, там, где расстояние между электродами меньше. При протекании процесса автоматически поддерживается определенный зазор между электродами и профиль инструмента (если считать,
что он не изнашивается) копируется в профиле заготовки в виде некоторой эквидистантной поверхности.
При проведении процесса специальная следящая система движения электрода-инструмента обеспечивает отсутствие его механического контакта с заготовкой, поддерживая среднюю величину зазора близкой к величине, при которой происходит электрический (искровой) пробой промежутка. Так как величина напряжения между электродами обычно невелика (200-300В), то и величина зазора достаточно мала (5-300мкм), что позволяет с большой точностью копировать профиль инструмента.
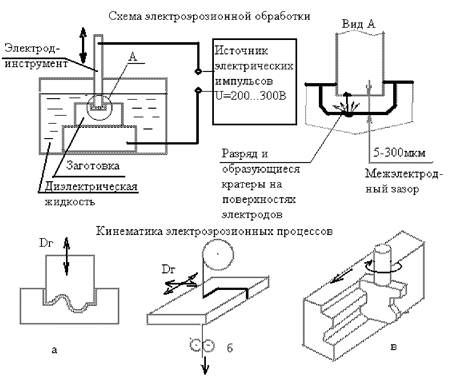
Рис.8.1








