 2014-02-09
2014-02-09 1454
1454Технологические возможности метода
1.Обрабатываемый материал.
На ход процесса совершенно не влияет твердость материала заготовки, что позволяет обрабатывать твердые и сверхтвердые электропроводные материалы (т.е. практически любые металлы).
2.Размеры, форма поверхностей.
Размеры обрабатываемых поверхностей принципиально не ограничены.
Технологические задачи, решаемые таким методом обработки, обусловили
выпуск оборудования, позволяющего обрабатывать заготовки с
максимальными габаритами менее 1м. Форма обрабатываемой поверхности может быть сколь угодно сложной и зависит от профиля
электрода инструмента при реализации процессов копирования (рис.8.1а,в) или задаваться программой перемещения электрода при реализации схемы профильной вырезки электродом-проволокой (рис.8.1б).
3.Точность и шероховатость поверхностей. Отсутствие значительных силовых нагрузок на заготовку и инструмент в процессе обработки позволяет
получать точность до 4-5 квалитетов. Шероховатость поверхности зависит от размеров кратеров, образующихся при каждом элементарном разряде.
Уменьшая мощность разрядов можно достичь шероховатости до Ra 0,1. Уменьшение мощности разрядов приводит к падению производительности обработки. Поэтому процесс часто проводят в два этапа: на черновых режимах удаляют основную массу припуска, а затем на пониженных режимах достигают заданной шероховатости поверхности.
НЕДОСТАТКОМ процессов электроэрозионной обработки являются значительные энергозатраты, на порядок и более превышающие энергозатраты при обработке резанием. Поэтому процесс следует применять только в тех случаях, когда обработка резанием невозможна.
Типичные области применения процесса:
-производство штампов и прессформ для изготовления изделий сложной формы, например, турбинных лопаток,
-обработка штампов из металлокерамических и других твердых материалов, обработка резанием которых невозможна,
-обработка сложнопрофильных матриц для реализации процесса прессования.
Химическая обработка (рис.8.2) основана на растворении определённых областей обрабатываемого изделия в активных растворителях. Большинство металлов растворяется в кислотах, но есть металлы (например, алюминий) хорошо растворяющиеся в щелочах. Ограничение областей растворения осуществляется за счет покрытия защищаемых зон каким либо веществом, не реагирующим с растворителем.
Художественная обработка металлов таким способом известна со средних веков, когда в качестве растворителей использовали соляную кислоту, а в качестве защитного покрытия пчелиный воск.
В настоящее время процесс широко применяется в промышленности для получения проводников и контактных площадок на печатных платах, применяемых для монтажа радиоэлектронной аппаратуры.
Недостатком процесса является необратимый расход электролита, значительные расходы на его регенерацию.
Электрохимическая обработка обладает значительно большими технологическими возможностями и позволяет производить полирование Изделий (рис.8.2), их размерную профильную обработку(рис.8.2,б), механическую обработку ряда труднообрабатываемых материалов (рис.8.2,а).
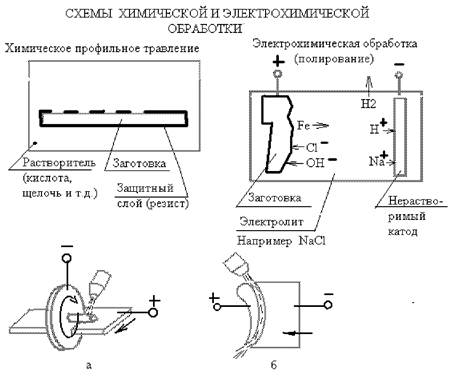
Рис.8.2
Процесс основан на анодном растворении при прохождении электрического тока через электролитический раствор.
Более интенсивное растворение анода происходит в тех областях, где плотность электрического тока выше. Более высокая плотность тока образуется там, где электроды расположены ближе друг к другу. Поэтому, по истечении определенного периода после начала процесса, профиль анода (заготовки) становится эквидистантен профилю катода (инструмента) (б). При работе такого оборудования специальная следящая система поддерживает определенный средний зазор между электродами, перемещая катод -инструмент по мере растворения анода-заготовки.
Таким способом можно обрабатывать сложные по форме поверхности: лопатки турбин, лопасти гребных винтов, поверхности штампов и прессформ. Отличительной особенностью процесса является независимость его протекания от механических свойств материала заготовки.
НЕДОСТАТКОМ же процесса является значительный (на 2-3 порядка) больший расход энергии, чем при механической обработке, что связано с разрушением обрабатываемого материала до молекулярного уровня.
Естественно, что способ позволяет обрабатывать только электропроводные материалы (металлы), не образующие прочных диэлектрических пленок на поверхности при анодном электролитическом процессе.








