 2014-02-09
2014-02-09 1340
1340Привод ножа может быть двусторонним или односторонним. В механизмах ножей должны быть регулировочные устройства, устанавливающие глубину опускания ножа.
В механизмах с двусторонним приводом лезвие ножа смещается по отношению к корпусу при помощи винтов, перемещающих клинья, а в консольных (односторонний привод) – нож передвигается по вертикальной штанге с помощью гаек. В механизмах качающихся ножей глубина опускания регулируется винтом, изменяющим угол между рычагами.
На рис. 25 представлена кинематическая схема фальцножа с двусторонним кулачковым приводом.
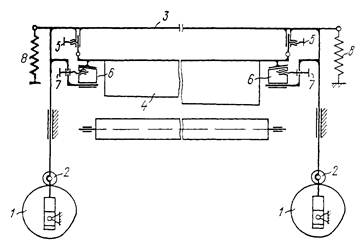
Рис. 25. Кинематическая схема фальцножа с двусторонним кулачковым приводом
Кулачки 1, вращаясь на главном валу машины, через ролики 2 поднимают ферму 3, к которой винтами 5 прикреплено лезвие ножа 4. Клинообразные ползуны 6 служат для регулировки нижнего крайнего положения ножа 4 в зависимости от толщины листов бумаги и шероховатости их поверхности. Освободив лезвие винтами 5, вращают винты 7 до тех пор, пока не будет достигнуто необходимое положение ножа 4. Затем нож 4 закрепляют при помощи винтов 5. Опускается нож пружинами 8.
На рис. 26 показана схема качающегося фальцножа.
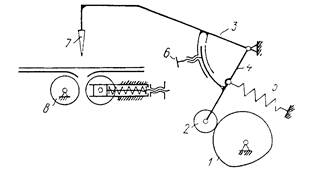
Рис. 26. Схема качающегося фальцножа
Его работой управляет кулак 1, качающий рычаг, состоящий из двух частей: верхней 3 и нижней 4. На нижней части 4 установлены ролик 2 и пружина 5, опускающая нож 7. Обе части рычага жестко соединены друг с другом винтом 6. Чтобы отцепить или поднять нож относительно фальцваликов 8, необходимо изменить угол между верхней 3 и нижней 4 частями рычага. Для этого опускают винт 6 и регулируют положение ножа, после чего снова фиксируют обе части в одно целое.
Конструкции механизмов ножей в фальцмашинах весьма разнообразны. На рис. 27 приведены простейшие схемы привода ножей.
Диаметры фальцваликов могут быть разными. При увеличении диаметров валиков глубина входа ножа между ними увеличивается, что благоприятно отражается на надежности захвата листа, особенно при небольшой скорости вращения, повышается также жесткость фальцваликов.
К преимуществам фальцваликов небольшого диаметра относятся компактность фальцаппарата, большая точность сгиба, меньший ход ножа. Обычно диаметр фальцваликов находится в пределах от 50 до 70 мм.
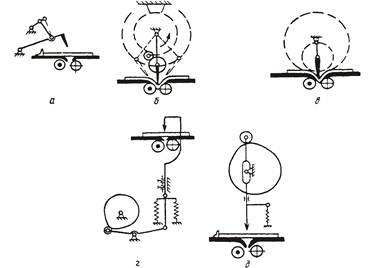 Рис. 27. Простейшие схемы привода ножей: а – кривошипно-шатунный; б – планетарно-сателитный; в – планетарный; г, д – кулачковый;
Рис. 27. Простейшие схемы привода ножей: а – кривошипно-шатунный; б – планетарно-сателитный; в – планетарный; г, д – кулачковый;
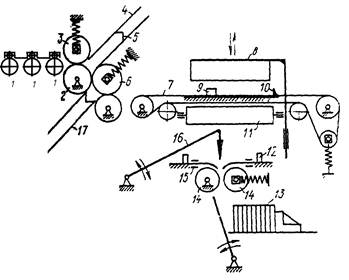
Рис. 28. Принципиальная технологическая схема комбинированной кассетно-ножевой фальцмашины
Комбинированные фальцевальные автоматы состоят из кассетных и ножевых секций.
Первые сгибы производятся на кассетных секциях, а последующие на ножевых. Им присущи достоинства и недостатки уже рассмотренных типов фальцевальных машин. На рис. 28 показана принципиальная технологическая схема комбинированной кассетно-ножевой фальцмашины.
Обычно комбинированные фальцмашины применяются для фальцовки листов средних форматов и многосгибных, разнообразных по конструкции тетрадей.








