 2014-02-09
2014-02-09 771
771Влияние технологических факторов
Лазерный и электронно-лучевой отжиг
Обычный отжиг пластин после ионной имплантации проводится при температуре порядка 1000 °С, он приводит не только к восстановлению кристаллической решетки, но и к ряду нежелательных последствий, например снижению времени жизни носителей заряда.
Лазерный отжиг в результате локального высокотемпературного нагрева приповерхностных дефектных областей полностью восстанавливает кристаллическую структуру путем повторного эпитаксиального наращивания. За короткое время действия лазерного нагрева (скорость сканирования лазерного луча, работающего в непрерывном режиме обычно находится в пределах 5–100 мм/с, продолжительность экспонирования при этом составляет 10–100 нс) дефектные области, имеющие аморфную структуру, расплавляются, что дает возможность имплантированным ионам при последующей кристаллизации этих областей разместиться в узлах решетки. Этот метод позволяет строго контролировать область рекристаллизации пластины и управлять глубиной залегания легирующей примеси с помощью изменения длительности и интенсивности лазерного импульса. Большая скорость лазерного отжига не требует проведения процесса в вакууме или в среде инертного газа.
Отжиг при импульсном электронном облучении дефектных областей кремниевой пластины имеет ряд преимуществ по сравнению с лазерным. Электронный пучок позволяет облучать большие площади, его взаимодействие с материалом подложки не зависит от ее оптических свойств, в то же время импульсный электронный пучок позволяет проводить термообработку областей пластины через узкие (до 5 мкм) окна в оксидных пленках. Однако при больших дозах облучения происходит накопление зарядов на ловушках оксидного маскирующего слоя, для их ликвидации необходим низкотемпературный отжиг при T~500°С.
Диффузия имплантированных примесей в процессе высокотемпературного отжига несколько отличается от диффузии в ненарушенных слоях материала подложки. Большое значение имеют дефекты, которые могут играть роль стоков для атомов примеси или, наоборот, ускорять процесс диффузии.
Так при температуре 900° С диффузия имплантированного бора в кремнии протекает со скоростью, соответствующей ускоренному коэффициенту диффузии, определенному для монокристаллического кремния. При температурах более 1000 °С «размытие» имплантированного слоя описывается в рамках обычной теории диффузии. Отступление от классической теории диффузии происходит в основном в области температур 700–800 °С, когда основную роль играет не температура процесса, а наличие сильнодефектных областей. При первоначальном распределении введенных методом ИИ атомов примеси, согласно функции Гаусса, решение уравнения диффузии при граничных условиях, соответствующих случаю ограниченного источника примеси, имеет следующий вид:
 (8.4)
(8.4)
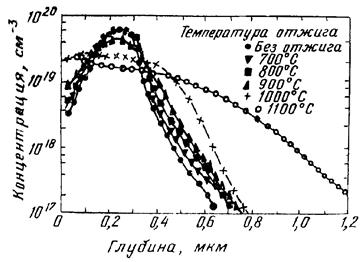
В качестве примерана рис. 8.24 показаны профили распределения имплантированной примеси после отжига, в температурном диапазоне 700–1100°С.
| |||
| Рис. 8.24. Зависимость концентрации атомов бора от температуры изохорного процесса (35 мин) при энергии ионов бора 70 кэВ и дозе D =1015 ион∙см-2 |
Рассеяние ионов примеси на атомах мишени приводит к возникновению определенной концентрации примесных атомов под маскирующей пленкой. Если боковая диффузия по степени проникновения атомов примеси под маску имеет сравнимое значение с диффузией в перпендикулярном поверхности пластины направлении, то боковое рассеяние имплантированных ионов значительно меньше глубины их пробегов в прямом направлении. Тем не менее этот эффект необходимо принимать во внимание при конструировании ИС с мелкими р—n -персходами (менее или равными 0,5 мкм).








