 2014-02-12
2014-02-12 4787
4787В ряде случаев определение положения детали в машине не требует наложения на нее всех шести координатных связей. В этом случае схема базирования оказывается неполной, и деталь в момент базирования или же в течение всего времени работы в машине не сохраняет одну или несколько степеней свободы. К таким случаям относятся все схемы базирования подвижных деталей, ярким примером которых служит любой вал, установленный на подшипники. Так на рис. 1 наложением позиционных (координатных) связей П1-П5 вал лишен пяти степеней свободы, вращение вокруг продольной оси ему сохранено для выполнения служебного назначения. Поэтому схема базирования вала – неполная, как показано на рис. 4. Аналогично ползун любого кривошипно-шатунного механизма также имеет одну степень свободы – движение вдоль одной координатной оси. Конечно, эти движения не хаотичны и не случайны, их характер определяется кинематической схемой машины, но это – уже не базирование. В ряде случаев при соединении деталей в машине не имеет значения их взаимное расположение в некоторых координатных направлениях.
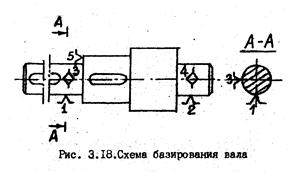
Например, при установке шейки вала в отверстие внутреннего кольца подшипника (рис. 3) безразлично для работы опоры качения их взаимное угловое положение (поворот вокруг оси Z), также безразлично угловое положение шайбы относительно тела болта (винта). В конце концов, и вал относительно кольца подшипника, и шайба относительно болта займут некоторое угловое положение, но при сборке не стремятся обеспечить какое-то единственное положение, а фиксируют зажимом любое достигнутое (в соединении вал-кольцо подшипника зажим осуществляется за счет посадки с натягом). Это означает, что при разработке (синтезе) схем базирования таких деталей нет необходимости организовывать все шесть координатных связей, а степени свободы, не влияющие на работу соединений, можно отнимать за счет силового замыкания, не определяя точного положения детали в этих координатных направлениях. В этих случаях также используют неполные схемы базирования и это очень выгодно, так как позволяет упростить конструкцию деталей и машины в целом.
 Сравним конструкцию сопрягаемых деталей на рис. 3 при реализации полной схемы базирования шестерни на валу и неполной – вала на подшипниках. Для обеспечения требуемого углового положения шестерни на валу в ее конструкцию вводится дополнительный конструктивный элемент – боковая плоскость 3 шпоночного паза. Соответственно в конструкцию всего соединения вводится дополнительная деталь-шпонка, а в шейке вала – дополнительный конструктивный элемент – шпоночный паз. Все это усложняет как конструкцию соединения шестерни с валом, так и технологию сборки и механической обработки деталей. При соединении же вала с кольцом подшипника по неполной схеме базирования шпонка, пазы или другие какие-либо конструктивные элементы для определения взаимного углового положения не требуются. Конструкция соединения упрощена, технология его изготовления – тоже, а следовательно, и затраты на его изготовления окажутся меньше. Этим очень важным обстоятельством широко пользуются технологи при разработке схем базирования заготовок в технологических системах для упрощения и удешевления технологической оснастки. В качестве примера на рис. 5 приведены три случая обработки призматической детали на вертикально-фрезерном станке.
Сравним конструкцию сопрягаемых деталей на рис. 3 при реализации полной схемы базирования шестерни на валу и неполной – вала на подшипниках. Для обеспечения требуемого углового положения шестерни на валу в ее конструкцию вводится дополнительный конструктивный элемент – боковая плоскость 3 шпоночного паза. Соответственно в конструкцию всего соединения вводится дополнительная деталь-шпонка, а в шейке вала – дополнительный конструктивный элемент – шпоночный паз. Все это усложняет как конструкцию соединения шестерни с валом, так и технологию сборки и механической обработки деталей. При соединении же вала с кольцом подшипника по неполной схеме базирования шпонка, пазы или другие какие-либо конструктивные элементы для определения взаимного углового положения не требуются. Конструкция соединения упрощена, технология его изготовления – тоже, а следовательно, и затраты на его изготовления окажутся меньше. Этим очень важным обстоятельством широко пользуются технологи при разработке схем базирования заготовок в технологических системах для упрощения и удешевления технологической оснастки. В качестве примера на рис. 5 приведены три случая обработки призматической детали на вертикально-фрезерном станке.
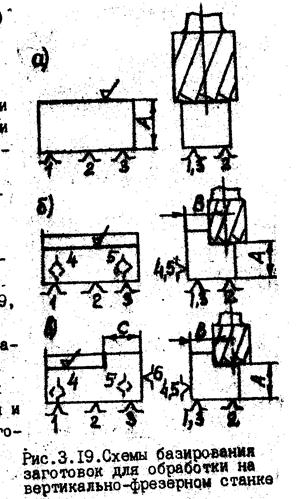
В первом случае (рис. 5а) фрезеруется только верхняя плоскость в размер А. Для достижения этого размера достаточно только одной установочной базы с опорными точками 1, 2 и 3.Положение заготовки в остальных координатных направлениях для получения размера А не имеет значения, лишь бы фреза перекрывала ширину обрабатываемой поверхности и рабочий ход перекрывал длину фрезеруемой плоскости.
Во втором случае (рис.5б) обрабатывается угловой паз по длине заготовки. Положение обрабатываемой поверхности этого паза задано размерами А и В, и для их получения требуются установочная и направляющая базы. Положение заготовки вдоль паза для получаемых размеров безразлично, поэтому используется неполная схема базирования (5 координатных связей). Обработка паза на всей длине обеспечивается соответствующим запасом рабочего хода.
В третьем случае (рис. 5в) фрезеруется угловой паз, но не на всей длине детали. Положение паза задано тремя размерами А, В, С и для их достижения требуется полная ориентация заготовки (лишение всех шести степеней свободы).
Станочные приспособления для всех трех случаев обработки окажутся разными, конечно, для первого случая оно может и должно быть наиболее простым.
Из рассмотренных примеров можно сделать следующие выводы:
1. Применение неполных схем базирования имеет целью либо обеспечение работы подвижных соединений, либо упрощение конструкции соединяемых деталей или технологической оснастки.
2. В неполных схемах базирования всегда присутствует неопределенность базирования в некоторых координатных направлениях. Возможные смещения базируемой детали в таких схемах ограничивается в случае подвижных соединений гарантированными зазорами в них. Во всех других случаях они не ограничены ничем, но это не приводит к снижению качества работы детали или обработки.
3. Следует использовать всякую возможность применения неполных схем базирования и добиваться на этой основе упрощения и удешевления конструкции деталей и технологических операций.








